Kobelco keeps on providing welding process and welding materials to solve all the problems car manufactures are facing.
*
![]() stands for FAMILIARC™,
stands for FAMILIARC™, ![]() stands for TRUSTARC™, and
stands for TRUSTARC™, and ![]() stands for PREMIARC™.
stands for PREMIARC™.
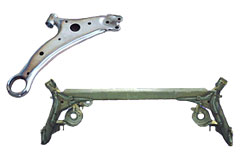
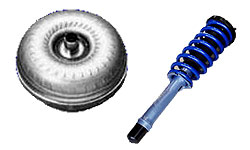
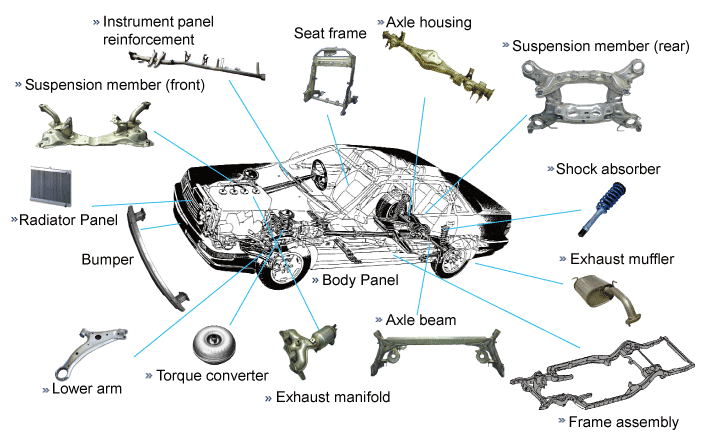
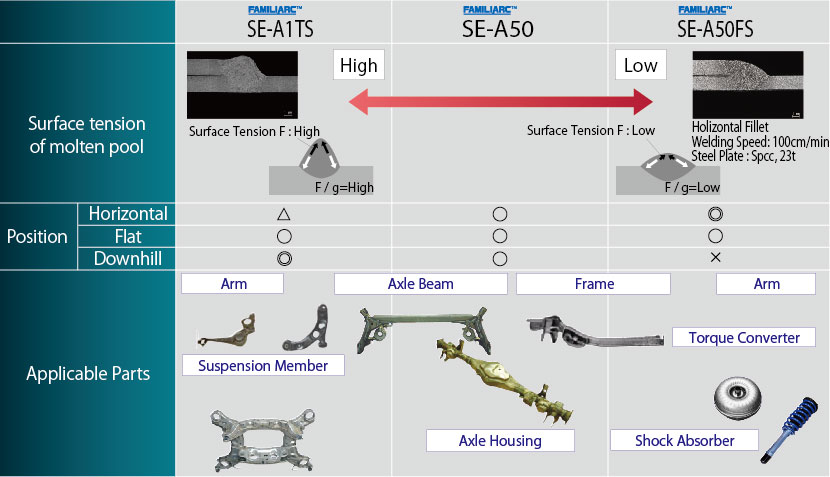
* Click parts to see the details.

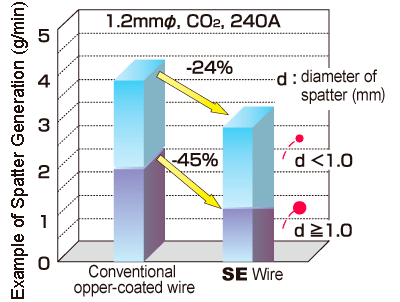
SE wire and conventional Cu-coated wire
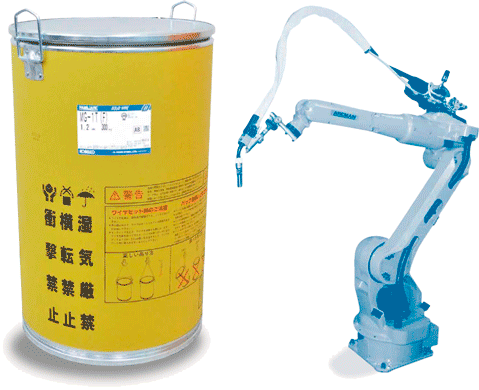
With Kobelco's original wire surface treatment technology, non-copper-coated solid wire offers revolutionary level of wire feedability and unrivaled arc stability.
The copper coating process is eliminated from the manufacturing process to minimize the impact on the global environment.
Coating scrap when using copper coated wire
KOBELCO's own copper free, special wire surface treatment technology offers;
Click the link below for "Technical Highlight Vol.12", advanced wires for car manufacturing.
Comparison: Spatter Generation
| Brand | Welding Process | Type of Steel (MPa) Thickness |
Chemical Composition (Example) | Mechanical properties (Example) | |||||||
|---|---|---|---|---|---|---|---|---|---|---|---|
| C | Si | Mn | P | S | Y.S. (MPa) |
T.S. (MPa) |
El. (%) |
IV (J) |
|||
| CO2, MAG | Carbon steel pipe / plate (1 to 5mm) |
0.07 | 0.49 | 1.02 | 0.008 | 0.016 | 443 | 541 | 28 | 110 (0°C) |
|
| MAG, Pulsed MAG | Carbon steel pipe/plate (1 to 5mm) |
0.06 | 0.62 |
1.27 | 0.010 | 0.015 | 460 | 559 | 28 | 120 (-20°C) |
|
| MAG, Pulsed MAG | Carbon steel pipe / plate (3mm Above) |
0.08 | 0.35 | 1.06 | 0.009 | 0.011 | 460 | 540 | 28 | 150 (-20°C) |
|
| MAG, Pulsed MAG | Carbon steel pipe / plate (2 to 4mm) |
0.04 | 0.70 | 1.20 | 0.010 | 0.060* | 430 | 530 | 31 | 90 (0°C) |
|
| MAG, Pulsed MAG | Galvanized steel Anti-corrosive pipe (1 to 4mm) |
0.08 | 0.60 | 1.01 | 0.010 | 0.006 | 440 | 540 | 31 | 150 (-20°C) |
|
* Although S content is higher than conventional wire, it is designed to maintain high-crack resistability.

| Process | Brand | Coating Weight | Anti-Porosity Resistance |
Welding Speed (cm/min) |
|
|---|---|---|---|---|---|
| CO2 | General | to 60g/m2 | Fair to Good | to 80 | |
| Special for galvanized steel | to 100g/m2 | Good | to 80 | ||
| PulseMAG | General | to 45g/m2 | Fair | to 100 (Horizontal) |
|
| Special for galvanized steel | to 60g/m2 | Good | |||
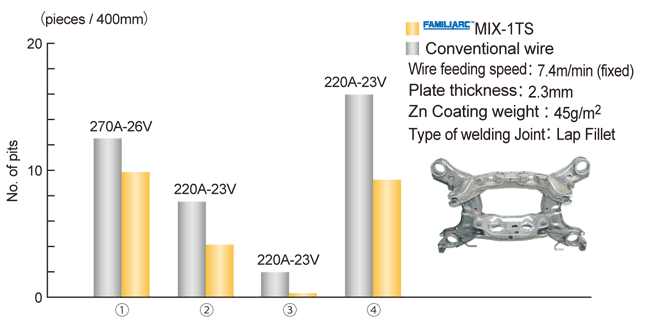
| ① | ② | ③ | ④ | |
|---|---|---|---|---|
| Root gap | 0 | 0 | 1 | 0 |
| Welding powersouce | Constant potential | Pulse | ||
| Positon | Horizontal | 45° Downhill |
||
Conventional wire
FAMILIARC™ MIX-1TS
Butt joint (Thickness 3.2 mm, root gap 1.0 mm)
Applicable for various welding process, such as short circuit, pulse-MAG, and wire feeding control process
* Shielding gas: Ar+20%CO2, sheet: 980TRIP/2.0mmt
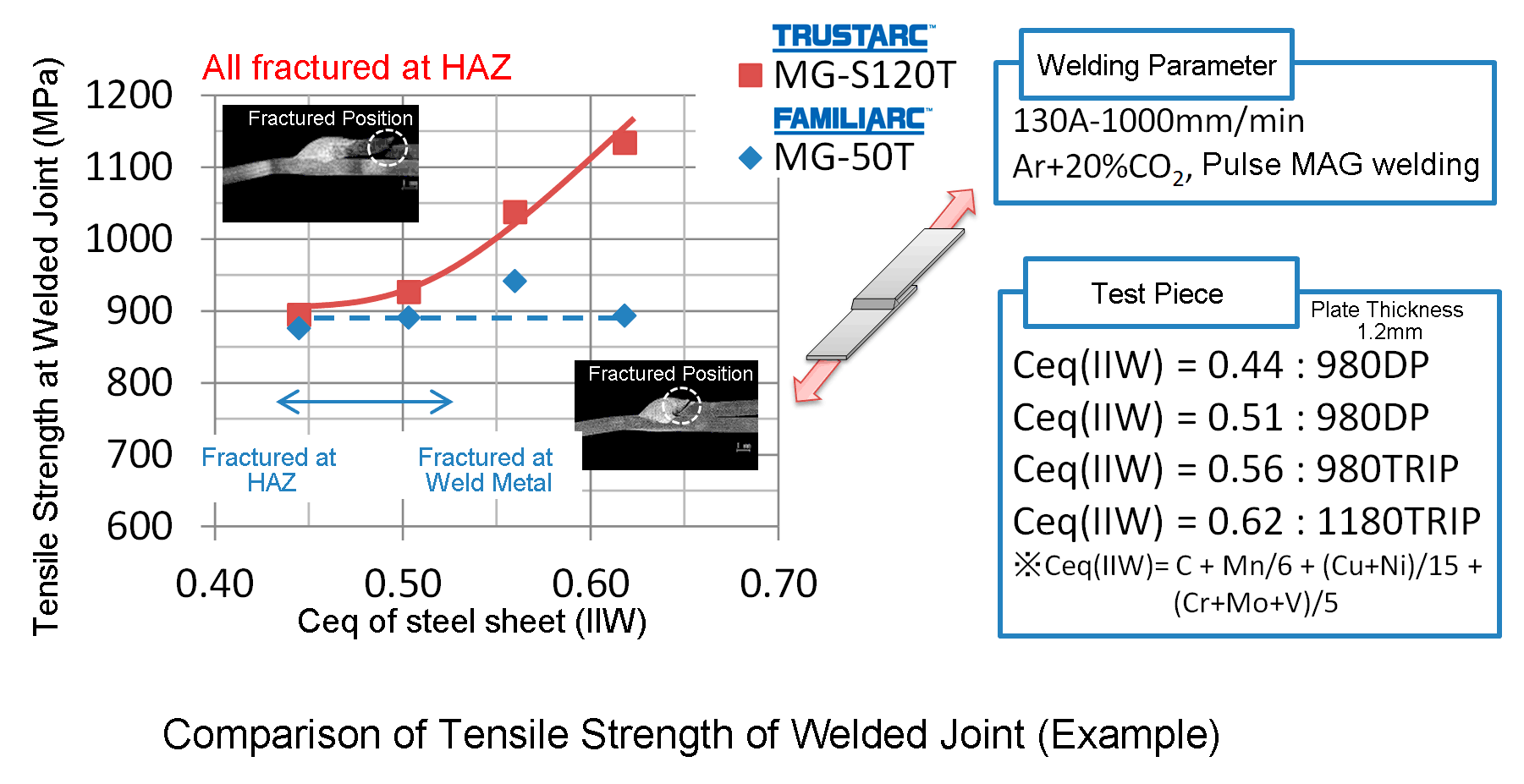
Click here for "Technical Highlight Vol.28", MG-S120T & latest our welding techmology for car manufacture.
Achives sufficient strength welded joint with ultra-high tensile steel, while general welding wire does not achieve
Achieves higher strength joint than spot resistance welding
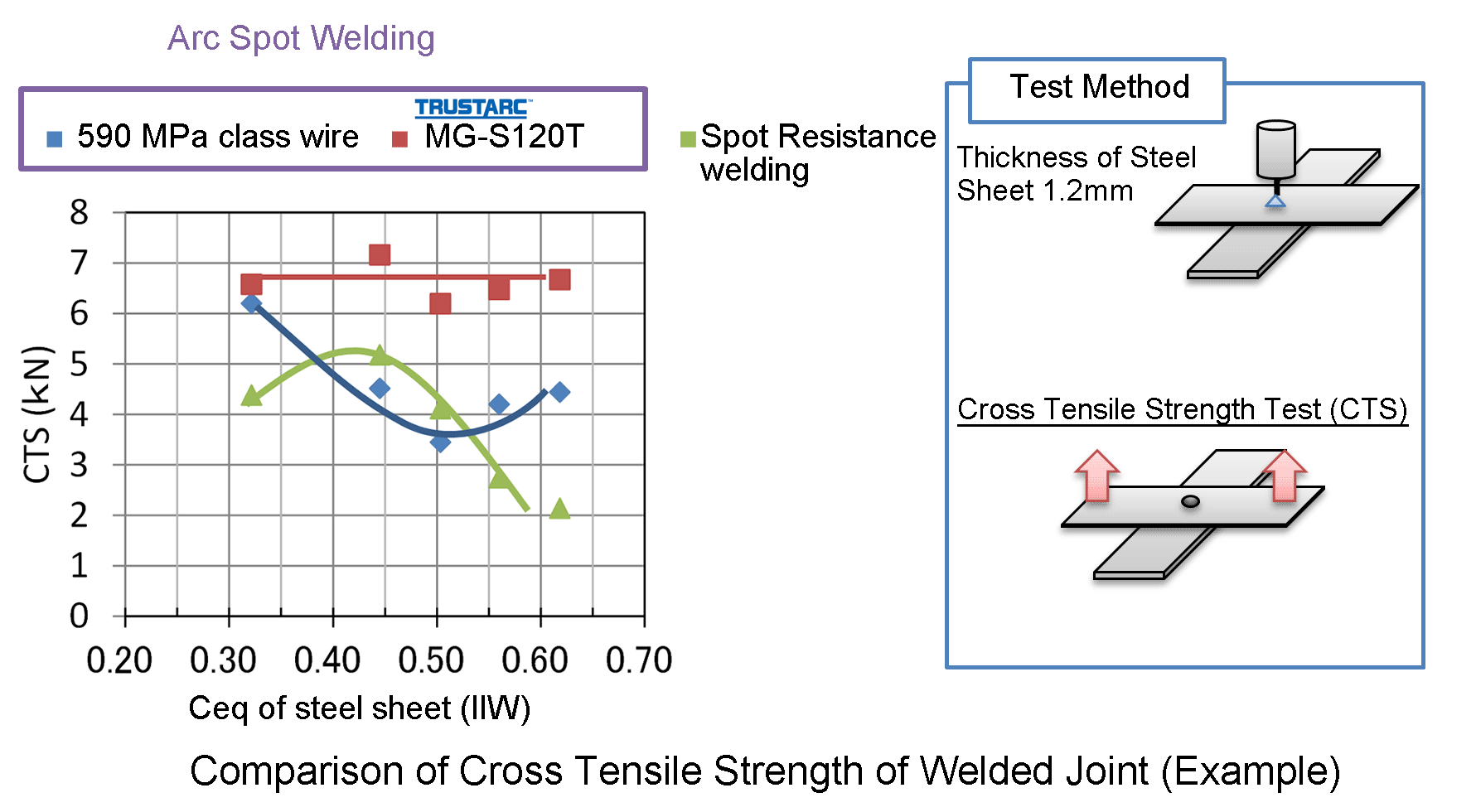
Arc Spot Welding

Welding current: 210A
Arc time: 0.5 sec
Diameter of spot at lower plate: 4√t
Spot resistance welding
Current: 4KA
Press: 440kgf
Welding time: 15 cycle
Nugget diameter: 4√t
Superior cold crack resistance due to low hydrogen content in weld metal
| Diffusible Hydrogen Content (ml/100g) | |||
|---|---|---|---|
| 1 | 2 | 3 | Average |
| 1.8 | 1.7 | 1.5 | 1.7 |
* 200A-300mm/min, wire extention 15mm (Ar + 20%CO2)
780 to 1180MPa class carbon steel
* Mechanical properties are affected by steel sheet. Users are kindly requested to confirm whether the weld metal have sufficient tensile strength with steel sheet which they intend to use.
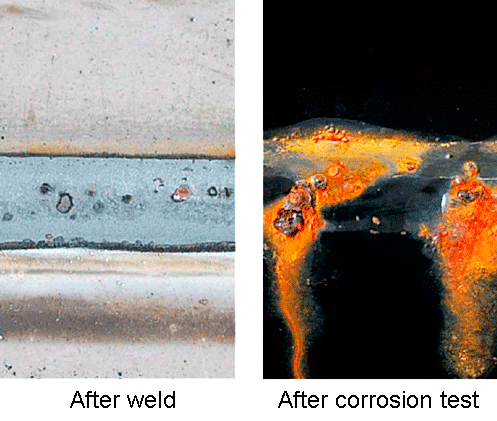
Click the link below for welding wire and process to improve rust-corrosion resistance.
| Wire |
Bead appearance comparison after electrodeposition coating |
|---|---|
|
Conventional |
 |
|
MIX-1TR |
 |
*Wire diameter 1.2mm, Shielding Gas Ar-20%CO2 (Pulse MAG)
| Wire |
Bead appearance comparison before electrodeposition coating |
|---|---|
|
Conventional |
 |
|
MIX-1TR |
 |
*Wire diameter 1.2mm, Shielding Gas Ar-20%CO2 (Pulse MAG)
JIS Z 3312 YGW15, Shielding gas: Ar-CO2 Pulse-MAG welding
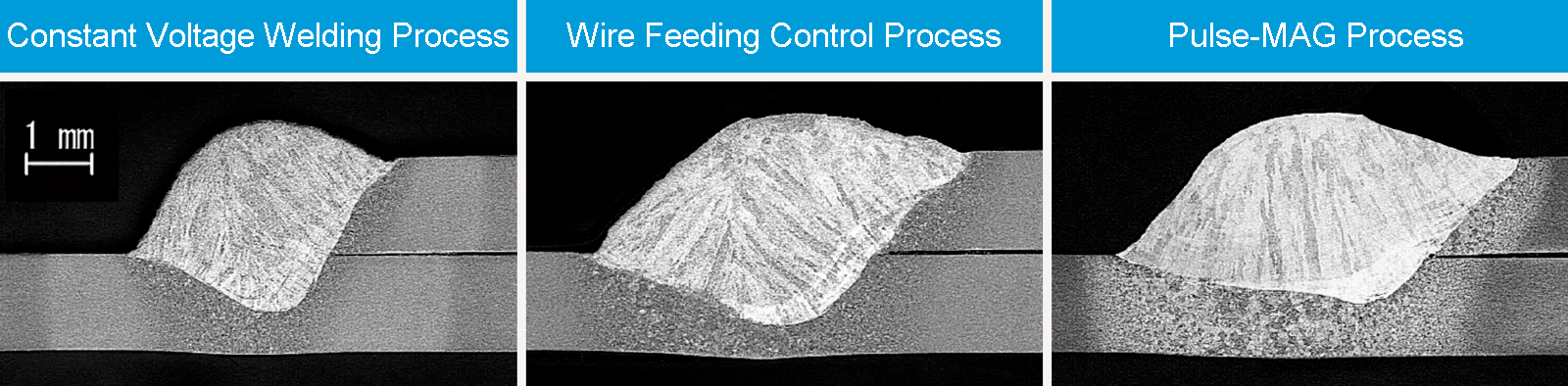
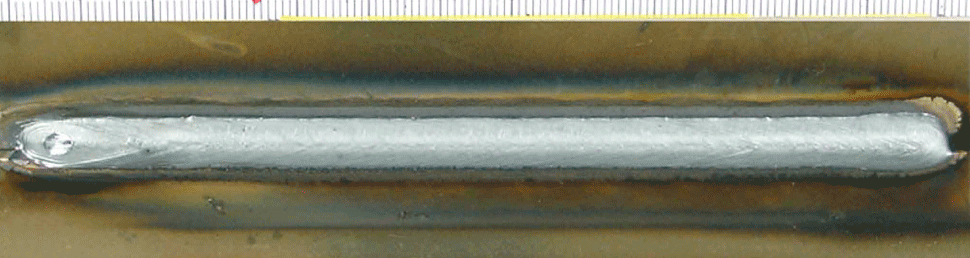
Reduce slag of weldind bead with controlling flow of molten pool and bring slag together at the end of welding bead
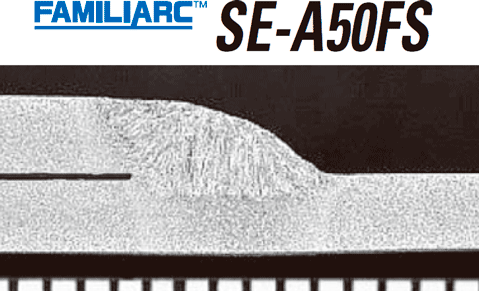
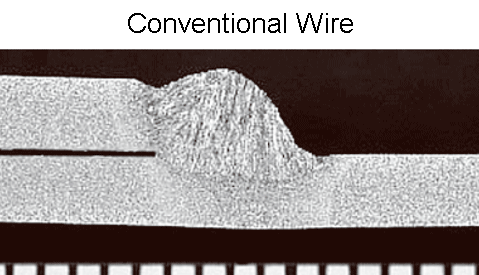
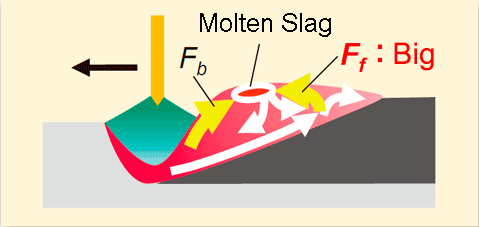
Collect slag on the welding bead by balancing the power affacting molten pool
Shielding gas: 100%Ar Flux-cored wire for Pulse-MAG
MM-1S enable 100%Ar welding which is unable with solid wire
100%Ar welding minimize slag generation with reduction of oxidezed gas
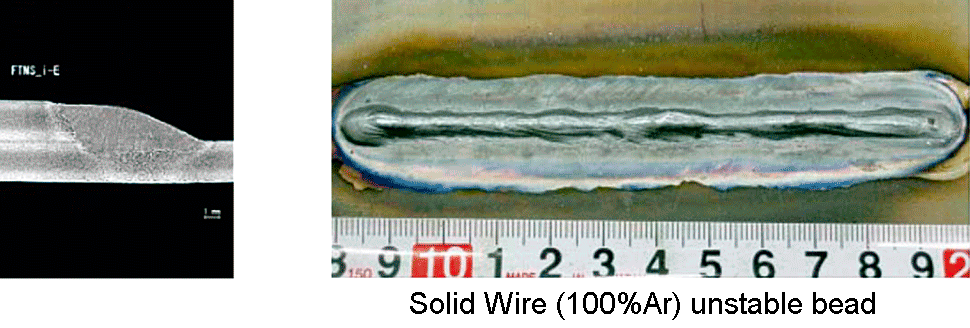
Conventional solid wire / Shielding gas: Ar-CO2
FAMILIARC™ MM-1S & 100%Ar
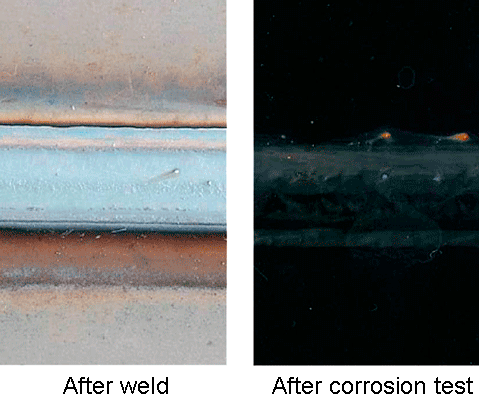
* Chemical treatment: immerding phosphastisation, Paint coating 25μm, Corrosion test according to JASOM609-91, 60 cycle
JIS Z 3312 YGW12 Shielding gas: CO2 & Ar-CO2
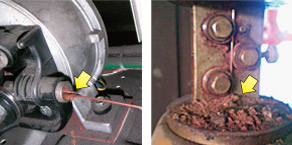
Comparison of wear amount of contact tip
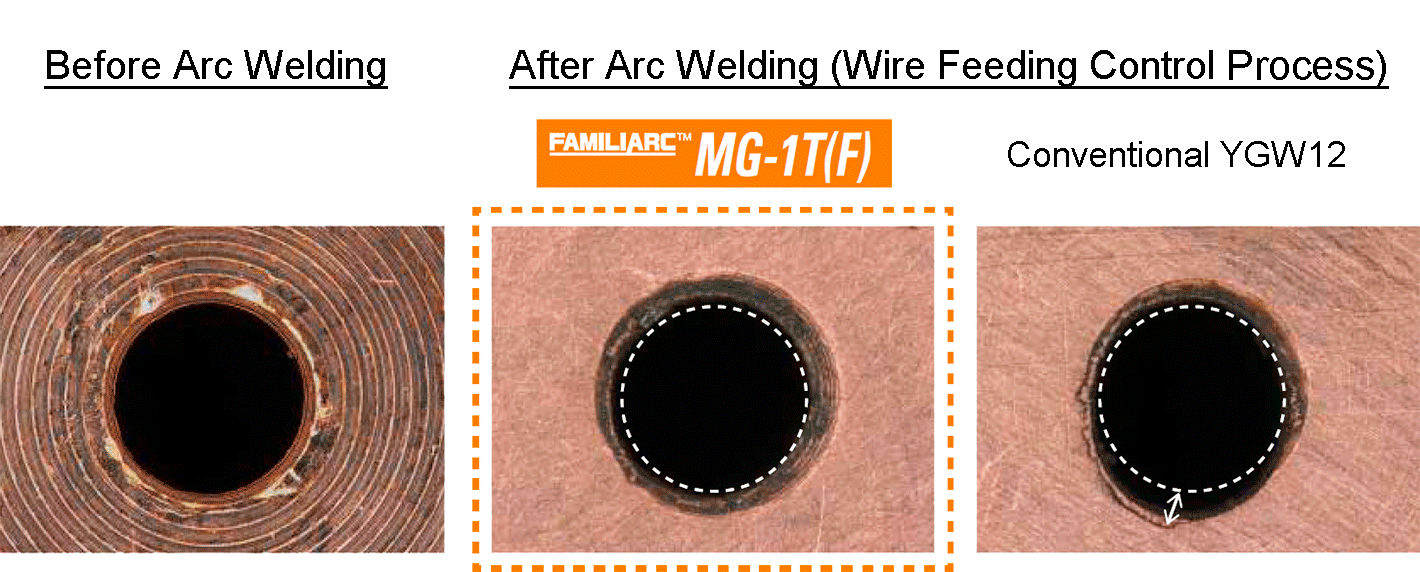
* Wire: 1.2mm dia, Welding parameter: 200A-25V-30cpm, 100%CO2, after welding for 1hr continusouly
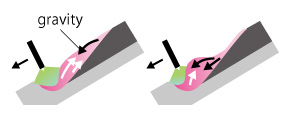
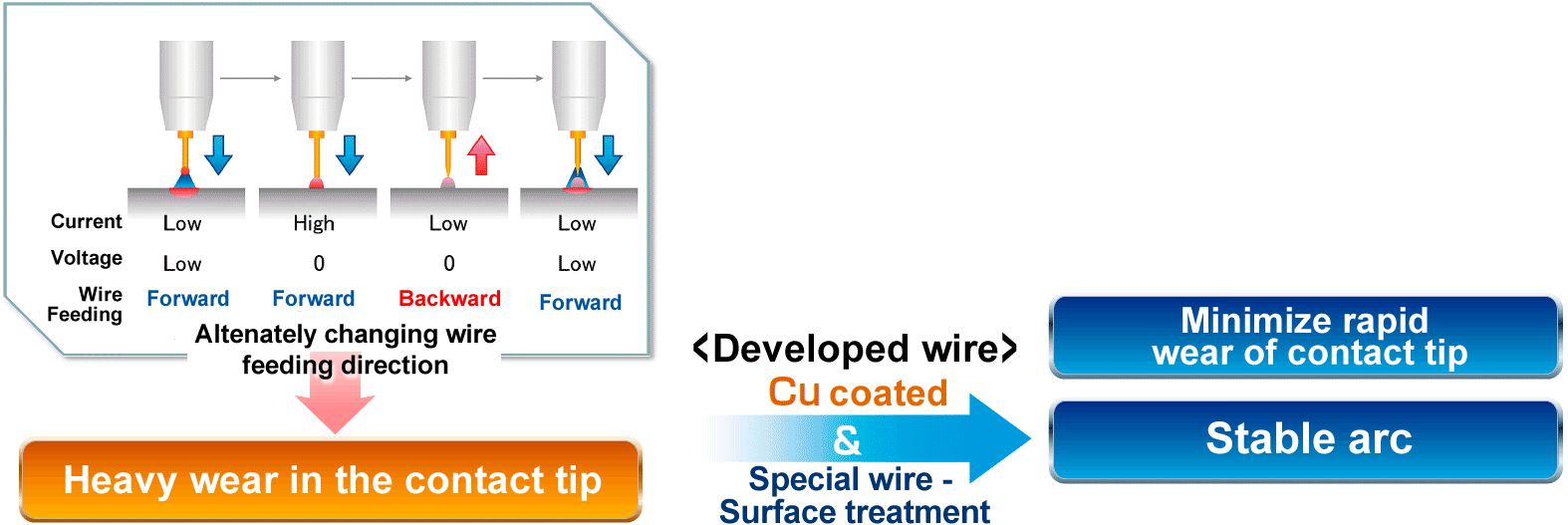
Mechanism of Wire Feeding Controll Process
Reduce slag amount on welding bead which harms painting / coating, by collecting slag at the end of welding bead
FAMILIARC™ MG-1S(F) & Ar-10%CO2
Conventional YGW16 & Ar-20%CO2