神戸製鋼HOME > 素形材事業 > やさしい技術 > やさしい技術/アルミ編 > No.12 [鍛造]
 No.12 [鍛造]
No.12 [鍛造]
(やさしい技術読本 1997年3月発行)

[8,000トン油圧プレス]
鍛冶屋が火に焼けた鉄を打ち、鋭く強い刀を作った技術が現代にいかされて鍛造になりました。
輸送や宇宙産業に進出し、フィールドを広げる鍛造品。
その品質を支える秘密はどこにあるのでしょう。
ル一ツは紀元前4000年前
![]()
- モンちゃん
- 今回は、航空機にも使われている鍛造品のお話なんですって。
- アンサー氏
- 強度の優れた鍛造品は、航空機部品として、船舶、車両の機械部品として大活躍しています。
- モンちゃん
- 鍛造とはたたいて製品を造ることでしょう。 そういえば、時代劇なんかに出てくる鍛冶屋は、真っ赤に熱した鉄をたたいて刀なんかを造っていますよね。 あれも鍛造なの?
- アンサー氏
- 刀鍛冶は、鍛造の原点ですよ。 もっと古くに逆上れば、紀元前4000年頃にエジプトやメソポタミアで、金、銀、銅をたたいたり押しつぶしたりして、色々な物を作ったといわれています。
- モンちゃん
- 紀元前4000年…。そんなに古くから使われてきた技術が設備の違いこそあれ現代まで続いているなんて、スゴイなあ。
- アンサー氏
- 昔の人も鍛えることによって金属が強くなり、形も整えられることを知っていたんですよ。
- モンちゃん
- 鍛造品のメリットは、強度が強いだけじやないでしょう。
- アンサー氏
- もちろん!靱性も向上します。 つまり衝撃やくりかえし応力に耐える材質になるってこと。さらに合金によっては耐熱性がアップするものもありロケット部品の素材にもなっています。
自由鍛造と型鍛造
![]()
- モンちゃん
- 工業製品を造るのに、昔ながらの手で叩く方法を使っているってことはないですよね。 プレスやハンマーで鍛造するんでしょう。
- アンサー氏
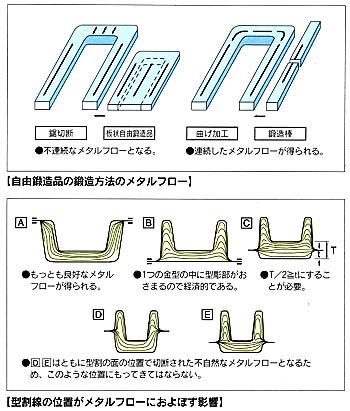
- いやいや場合によっては手工具を使う事もありますよ。 鍛造方式には、鍛造用の金型を使う型鍛造と使わない自由鍛造があります。 自由鍛造品は、液圧プレスやハンマーを用い、平らな金敷の上で鍛造されるもの。 基本形状は円柱、円板、角柱、リングなどです。
{kind=link}
- モンちゃん
- 生産量が少ない時は金型を使うと割高になってしまうから、自由鍛造の方がいいですね。
- アンサー氏
- 形状や寸法の変更が予定されているものや、型鍛造が不可能な大型の製品を造るのにも適しています。
- モンちゃん
- 一方の型鍛造は、金型を使うから複雑な形状の製品を造ることもできますね。
- アンサー氏
- 型鍛造は部品の最終形状にどれだけ余肉をつけるかによっていくつかの鍛造法にわけられます。
- モンちゃん
- つまりある程度製品に近い形に鍛造するものと、余分な部分をつけずかなり製品に類似したものを造る場合があるんですね。
- アンサー氏
- 型鍛造でよく用いられるのは、ブロッカータイプあるいはコンベンショナルタイプの鍛造法です。 いずれも上下に割った金型を用いて鍛造します。 プロッカータイプは、かなり余肉がついているので、最終形状にするためには全面的な機械加工が、必要になります。 コンベンショナルタイプは、ブロッカータイプよりも余肉が少ない形に鍛造します。 そのため金型は予備成型するための荒型と仕上げ型が必要。 鍛造回数も多くなります。
- モンちゃん
- より精密な形に鍛造する方法もあるんですか。
- アンサー氏
- ほぼ最終形状にまで鍛造する場合は、ノードラフト鍛造法と言って、精密鍛造に区分される。 かなり薄肉に成形するので、分割した特殊な金型が必要となります。
- モンちゃん
- かなりコストがかかるんじやないのかな。
- アンサー氏
- その分、機械加工費が大幅に低滅できますから、トータルコストは下がることになります。 それにブロッカータイプやコンベンショナルタイプのように機械加工でメタルフローが分断されないから、機械的性質も低下しないというメリットもあるんですよ。
- モンちゃん
- そのメタルフローって何?
- アンサー氏
- これは失敬。 モンちゃんの知らない専門用語を使ったりして。 それは次でじっくり説明しましょう。
品質を左右するメタルフロー
![]()
- モンちゃん
- メタルフローって字のごとく理解すれば、金属の流れる方向ってことでしょ。
- アンサー氏
- 鍛造に限りませんが、力を加えられて変形した材料は内部組織に方向性が生まれます。 それがメタルフロー。 このメタルフローは製品の機械的性質に影響をあたえるんです。 鍛造品の品質は、メタルフローと熱処理によって決まるといわれる程、重要な要因。
- モンちゃん
- メタルフローは鍛造法によって変化するんですか。
- アンサー氏
- はい。 そのため最適なメタルフローを得るための鍛造法を選択することが必要です。 鍛造品の強さや伸びは、メタルフローに平行な方向でもっとも優れます。 実際に鍛造品にかかる応力などを考えて、鍛造方法を決定することが大切ですね。
- モンちゃん
- 実際にその製品が使われる状況や応力の負荷方向も検討してこそ、高品質が約束されるんですね。
- アンサー氏
- メタルフローを精密に制御して性能を向上させる方法にシームレス鍛造法があります。 密閉した中で鍛造しバリをほとんど出さないか、限定した方向にのみ流して成形する方法。 材料の方向性を少なくすることができるので、内圧の加わるシリンダーなどを造る時に用いられます。
- モンちゃん
- 他にも、鍛造品の品質を左右する要因がありますか。
- アンサー氏
- まずは金型の設計ですね。 これはメタルフローにもおおいに関係があります。流れを分断しないような、型設計が必要です。 また製品の取り出しやすさや鍛造欠陥を生じない工夫もしないと。 型設計のノウハウが製品の品質を向上させ、幅を広げます。 また合金の選定も重要。 鍛造しやすいか困難かを“鍛造性”といった言葉で言い表しますが、小さいエネルギーで大きく変形する鍛造性の良い合金が使われます。 また用途に合わせて強度の高いもの、耐熱強度に優れたものも開発されています。
- モンちゃん
- 最新の飛行機や宇宙産業では、それぞれの性能が非常に高い材質が求められていますよね。
- アンサー氏
- さらに高い強度や耐応力腐食割れ性を向上した合金や、熱処理法も開発され、科学の発展に貢献していますよ。
- モンちゃん
- 鍛造品も、もとは鋳造によって素材が造られますよね。 鋳造品の品質の高さも当然大切ですね。
- アンサー氏
- 「鋳造」で勉強したことを思い出してください。 偏析や介在物、ポロシティなどのないハイクオリティなビレットやスラブがあってこそ、良い鍛造品が生まれるというもの。 神戸製鋼では、鋳造から鍛造までを行っているので、その品質には自信を持っていますよ。
- モンちゃん
- さらに応力腐食割れなどを防ぐ方法として、熱処理にも工夫されているんでしょ。
- アンサー氏
- 通常のT6処理ではなくて、時効条件を過時効にしたT73処理をすることにより、耐応力腐食割れ性を改善しています。 また、残留応力が高い鍛造品では機械加工後の寸法が変わってしまうことがあり、焼入れ時の冷却速度を調整したり、焼入れ後、冷間で軽い圧縮加工をして、残留応力を低滅する方法が採られています。

さまざまな機能を備えた最新の鍛造設備
![]()
- モンちゃん
- あっ、肝心の鍛造を行う設備について聞くのを忘れてました。
- アンサー氏
- アハハ、私も説明するのをド忘れしてましたよ。
- モンちゃん
- 笑ってごまかそうとしてもダメですよ。先程の話に出てきたプレスとハンマーの違いも質問しようと思っていたんだから。
- アンサー氏
- ハンマーは衝撃力によって素材を急速に変形させる装置。軽く叩いたり強く叩いたり、力を加滅できますが、その影響力は比較的表面にとどまります。圧縮空気や蒸気を動力に使う以外に“ばね”の弾力を用いるものもあります。それがドロップハンマーです。
- モンちゃん
- プレスっていうのは、力を加えながら変形することができるの。
- アンサー氏
- プレスは油圧や水圧などの方式があり、連続して一定の加圧力を素材に与えます。
- モンちゃん
- メカニカルプレスというのは。
- アンサー氏
- 機械によって動かされるもので、速度が速く高い生産性をあげることができます。神戸製鋼の大安工場にもメカニカルプレスが設置され、強度の高い信頼性のある自動車用サスペンションアームなどがより速く製造されているんですよ。
- モンちゃん
- そういえば、大安工場には自社製の8,000トン油圧プレスもありましたね。
- アンサー氏
- 8,000トンプレスでは、コンベンショナルタイプでは2,600m2、ノードラフトタイプの製品ならば1,700cm2までの大型面積を成形することができるんですよ。また素材加熱炉と予熱炉が併設されているため、最適な温度で鍛造することが可能。
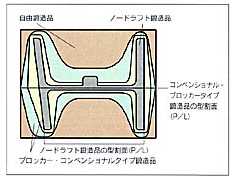
ノードラフト鍛造品
抜け勾配がほとんどなく、コンベンショナルタイプよりリブウェブを薄くでき、リブ厚/高さ比が1/23まで可能です。
ブロッカー・コンベンショナルタイプ鍛造品
最終製品形状に対して余肉を付け、抜け勾配3゜~10゜付ける。
- モンちゃん
- このプレスでは、制御機能により肉厚も±0.5mmに抑えることができるとか。こうした最新の設備によって、新しい時代の二一ズに対応する鍛造品が造られるんですね。
