 鉄粉製品
鉄粉製品
 建材用チタン 「スーパーAP」
建材用チタン 「スーパーAP」
 アルミ板
アルミ板
 鋳鍛鋼製品
鋳鍛鋼製品
 エネルギー・化学関連機器
エネルギー・化学関連機器
 アルミ押出・加工品
アルミ押出・加工品
 超高圧装置
超高圧装置
 アルミ・マグネシウム鋳鍛造品
アルミ・マグネシウム鋳鍛造品
 銅板条
銅板条
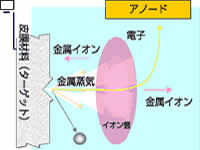
 研究開発
研究開発
 圧延設備・プレス機械
圧延設備・プレス機械
 高機能商品
高機能商品
 樹脂機械
樹脂機械
 神戸熱供給株式会社
神戸熱供給株式会社
 タイヤ・ゴム機械
タイヤ・ゴム機械
 水素ステーション関連ソリューション
水素ステーション関連ソリューション
 厚板製品
厚板製品
 薄板製品
薄板製品
 線材・条鋼製品
線材・条鋼製品
 原子力プラント・機器
原子力プラント・機器
 新鉄源分野
新鉄源分野
 溶接材料
溶接材料
 溶接システム
溶接システム
 汎用圧縮機/コベルコ・コンプレッサ株式会社
汎用圧縮機/コベルコ・コンプレッサ株式会社
 回転機(非汎用圧縮機)
回転機(非汎用圧縮機)
 オートモーティブワールド2020 特設サイト
オートモーティブワールド2020 特設サイト
 KOBELCOグループの建築・土木関連製品
KOBELCOグループの建築・土木関連製品
 人とくるまのテクノロジー展2021 特設サイト
人とくるまのテクノロジー展2021 特設サイト
 都市交通システム
都市交通システム
 神戸チタン
神戸チタン

最近の各種鋼構造物の大型化、多様化にともない、厚板の概念も大きくかわり、サイズに対する要求は広幅化、長尺化、極厚化し、また、品質に対しても、溶接技術、加工技術の進展とともに、より水準の高い、均質なものへと要求が高度化してきています。
神戸製鋼所では、このような情勢にこたえて、1968年4月に加古川に最新鋭の設備を有する厚板工場を建設し、その後も逐次設備の改善増強につとめ、1979年にLR・QAAC(品質保証認定書)、1982年にはTÜV(原子力および圧力容器用鋼板)、1985年にNV・QSC(鋼板および鋼帯)、1995年にISO9001の認証を取得し、これらをベースとした優れた管理体制のもとに品質の万全をはかっています。
当工場で生産される一般構造用、溶接構造用、ボイラ・圧力容器および低温用、耐候・耐食性用、造船用、建築構造用などの鋼板はいずれも次のような優れた品質特徴を有しており、好評を得ています。
神戸製鋼所は、複合経営のメリットを生かし、「お客様の身になって作った鋼板」をスローガンに日夜努力しています。
すなわち、溶接性については、溶接事業部門とタイアップし、また、使用時の性能については機械部門と一体となり、さらに、材料研究所および機械研究所とも協力して品質向上につとめております。