



















神戸製鋼HOME > 技術・製品情報 > アルミ板 > アルミ板材の新プレス成形技術
 アルミ板材の新プレス成形技術
アルミ板材の新プレス成形技術
対向液圧成形法、しわ押さえ力制御法の実用化
アルミ合金板材の成形において、新プレス成形技術である対向液圧成形法、しわ押さえ力制御法を適用することにより、成形性および形状精度の向上が得られます。 大型プレス成形試験機を用い、各種実部品への適用技術の確立により、大きな効果が得られています。
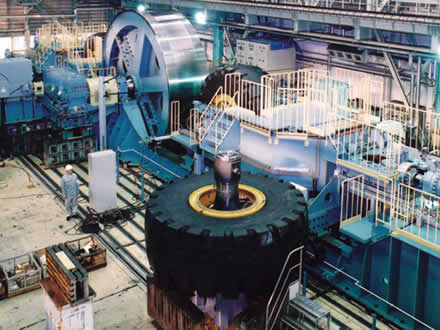
アルミ板材成形試験用1000トンプレスの特長
![]()
- 自動車パネル材すべての実部品の成形が可能
- 新成形技術として、対向液圧成形法、しわ押さえ力制御法の適用試験が可能
■設備仕様型式
| 型式 | 油圧プレス(単動、複動) |
|---|---|
| プレス能力 | インナー:max.1000tonf アウター:max. 400tonf クッション:max. 300tonf |
| プレス可能寸法 | 3000×1700mm |
| テーブル寸法 | 3600×2200mm |
| ストローク | インナー:1650mm アウター:1300mm クッション:300mm |
| プレス速度 | インナー:~52mm/sec アウター:~40mm/sec クッション:80mm/sec |
| 付帯設備 | ●しわ押さえ制御装置 ●対向液圧プレス装置 |
| 対向液圧成形法 | |
|---|---|
| 液圧室に満たした液体に発生する圧力で、板材をパンチの形状に押しつけながら成形する方法。 | |
| 特長 | ●割れの防止(摩擦力保持効果) ●形状精度の向上(ポンチへの密着) ●金型費の低減(下型なし) ●表面きずの低減(下型との接触がない) |
| しわ押さえ力(BHF)制御成形法 | |
|---|---|
| しわ押さえ力が一定である慣用成形法に比べて、成形中に適正な制御パターンを選択して成形する方法。 | |
| 特長 | ●割れの防止(摩擦力保持効果) ●形状精度の向上(ポンチへの密着) ●金型費の低減(下型なし) ●表面きずの低減(下型との接触がない) |
![]()
株式会社 神戸製鋼所 鉄鋼アルミ事業部門
自動車板材営業部
東京
TEL:03-5739-6422
名古屋鉄鋼・アルミ板営業部
鋼板アルミ板営業室
TEL:052-584-6047
