建設機械
日本で、世界でインフラを創出する建設機械。神戸製鋼は高品質化と効率化に貢献する、溶接プロセス、システム、材料を提供していきます。
神戸製鋼の建設機械向け溶接ロボットシステム
溶接プロセス・システム・材料で高品質な自動化を実現
紹介動画
【溶接製品紹介】予熱機能付き溶接システム
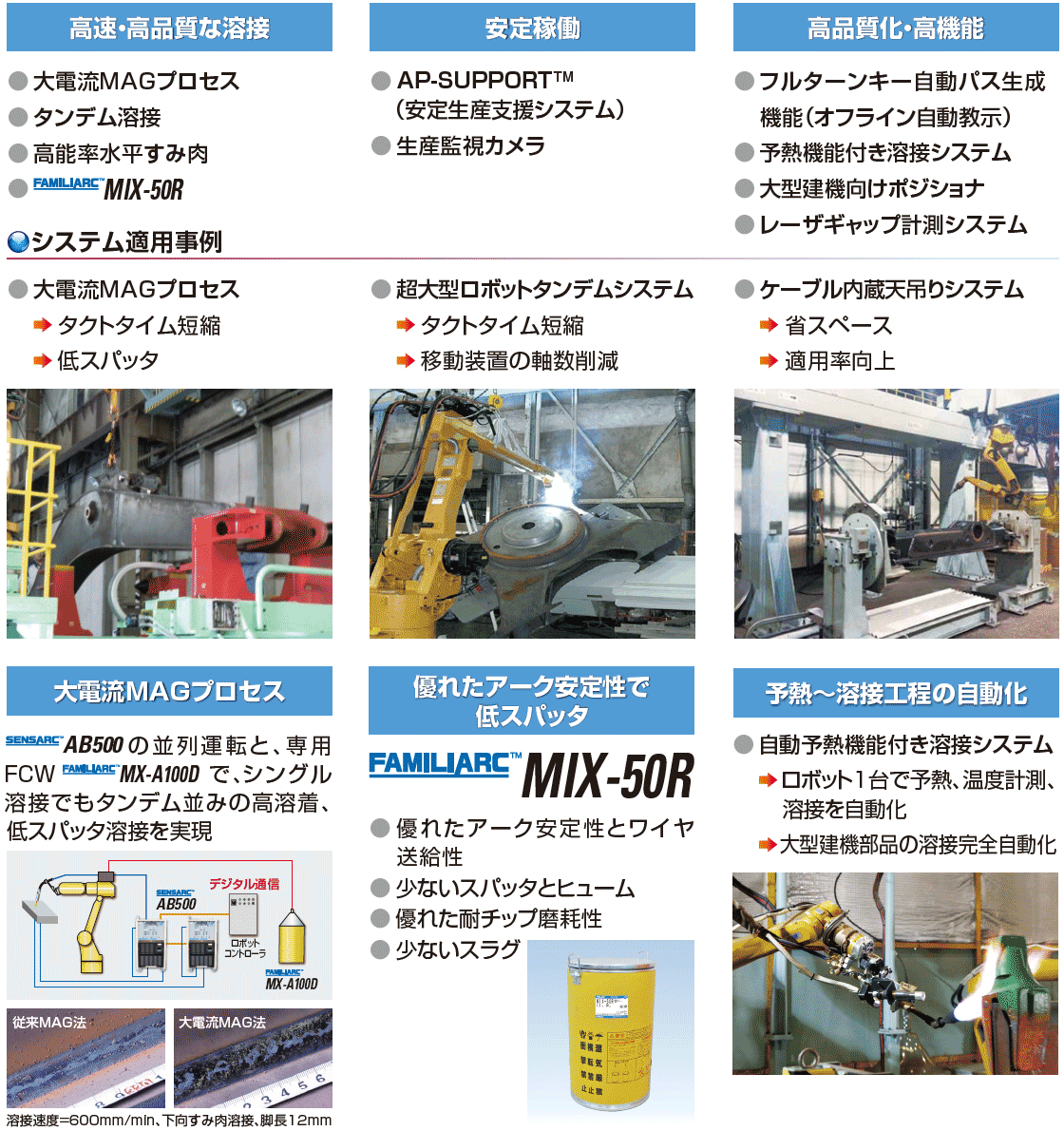
大電流MAGプロセス
大電流MAGプロセス 紹介動画(約2分)
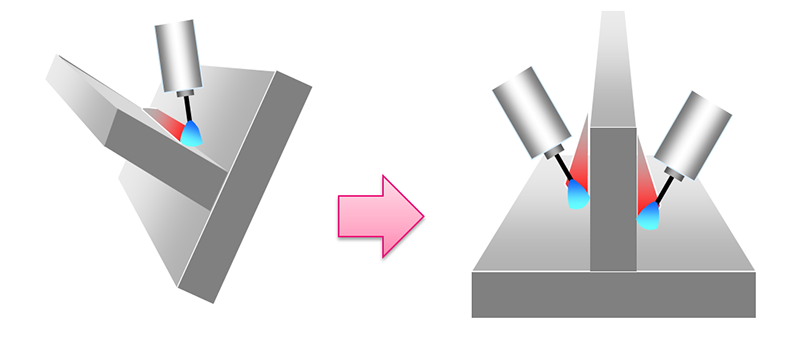
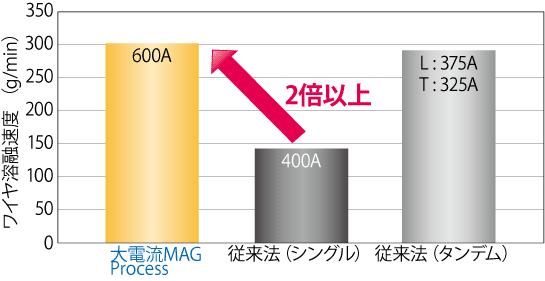
シングルトーチで従来ダンデム溶接法並の高溶着速度
大電流MAGプロセスは従来シングル溶接法の2倍以上、従来タンデム法に匹敵する高溶着速度を実現
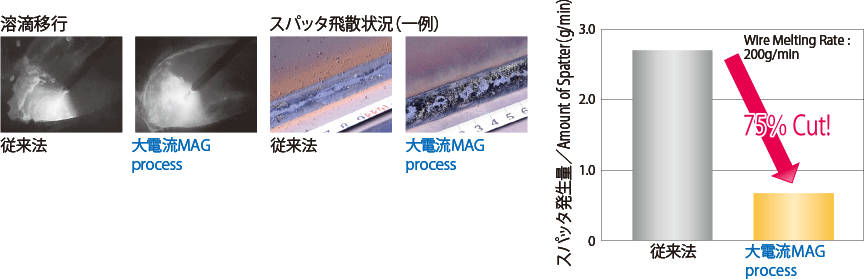
大電流でもスプレー移行で低スパッタ
ソリッドワイヤではローテーティング移行となる大電流域においても、専用フラックス入りワイヤ FAMILIARC™ MX-A100Dにより安定したスプレー移行を実現! スパッタ発生量も大幅に低減!
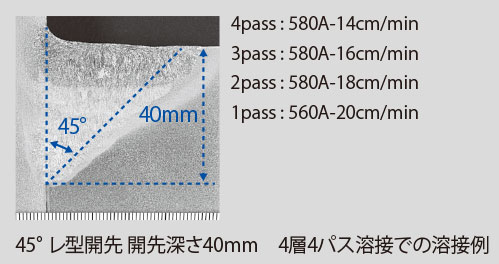
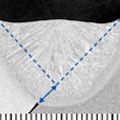
深溶込みを実現
大電流MAGプロセスは既存高能率溶接法であるダンデム溶接と比べて、極めて深い溶込みを実現!
大電流MAGプロセス
Depth of Penetration: 5.0mm
Welding Current: 600A
Welding Speed: 33cm/min
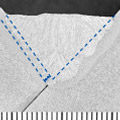
従来法 / ダンデム
Depth of Penetration: 2.5mm
Welding Current:
L 350A T 320A
Welding Speed:
1pass 55cm/min
2pass 40cm/min
大電流MAGプロセス とダンデム溶接法の特長
共に高能率溶接法ですが、大電流MAGプロセスはシングルトーチのため、ティーチングがしやすいことや、狭隘部にトーチが入りやすいためロボット溶接の適用率を高くすることができます。
| |
大電流MAGプロセス
|
タンデム溶接法
|
| ワイヤ溶融速度 |
◎
|
◎
|
| スパッタ量 |
◎
|
△ |
| 最大溶接速度 |
○ |
◎
|
| 溶込み深さ |
◎
|
△ |
| 操作性 |
◎
|
△ |
| ガスコスト |
◎
|
△ |
大電流MAGプロセスのシステム構成
- 溶接ロボット ARCMAN™ MP
- 専用溶接ワイヤ FAMILIARC™ MX-A100D 1.4mmΦ
- 溶接電源 SENSARC™ AB500
タンデムアーク溶接システム
タンデムアーク溶接法の特徴
- 2電極溶接で高速溶接を実現、シングル溶接に比べサイクルタイムを1/3~1/4に削減
- 同期振幅変調制御および高度負荷特性制御により安定したアークとスパッタの大幅低減を実現
- デュアルアークセンサ機能により、先行極の位置ズレに追従しつつ後行極のズレにも追従し、溶接品質の向上・手直し低減を実現
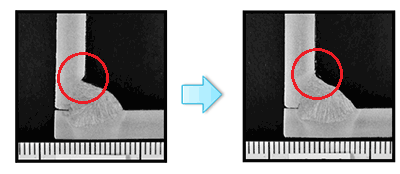
高能率水平すみ肉溶接法(CBコントローラ機能)
特長
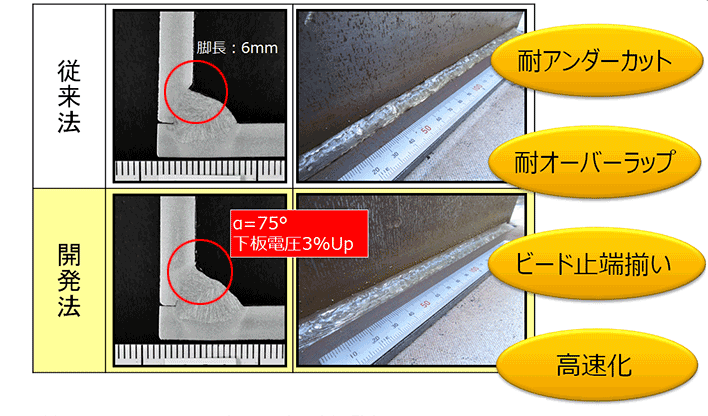
- 溶接速度の向上による高能率化脚長6mmで700mm/minの高速溶接(シングル水平すみ肉溶接)
オーバラップ、アンダカットのない高品質な溶接
下向き→水平姿勢による周辺装置(ポジショナ)の簡略化
ポジショナーの簡略化が可能
機能
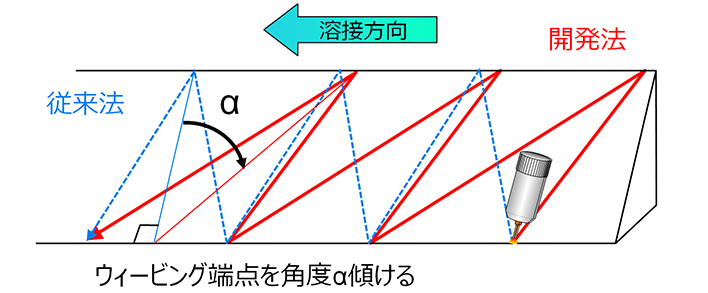
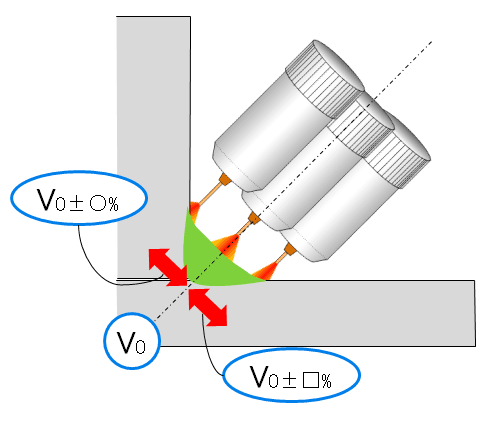
- ウィービング中心から立板側と下板側で、異なるアーク電圧を設定可能
- ウィービングの振り方向を変更可能
効果
| 鋼板 |
SS400 6mmt×75mmw×300mmL |
| ワイヤ |
 MG-50R (JIS Z 3312 YGW11) MG-50R (JIS Z 3312 YGW11) |
| シールドガス |
80%Ar+20%CO2 |
| 溶接電流 |
450A |
| ウィービング |
3mm→4mm×2.6Hz |
| 溶接速度 |
700mm/min. |
構成
- マニピュレータ:ARCMAN™GS、ARCMAN™MP
- 新型 ロボットコントローラ「CB」
- 溶接電源:SENSARC™AB500
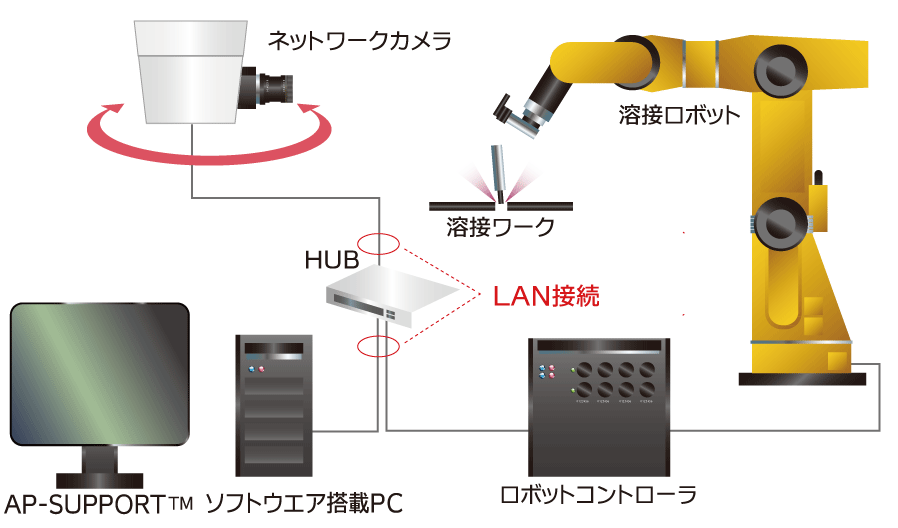
AP-SUPPORT™
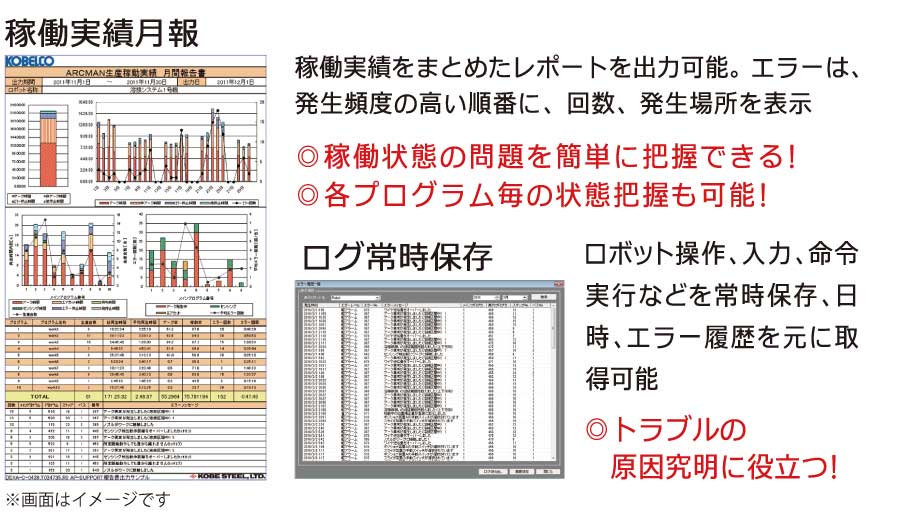
- 現在/過去の生産実績・エラー・溶接中の状態を、グラフおよび映像で見える化
- 課題発見~解決~生産効率向上のサイクル時間の短縮に貢献
生産モニタ:生産実績を見える化
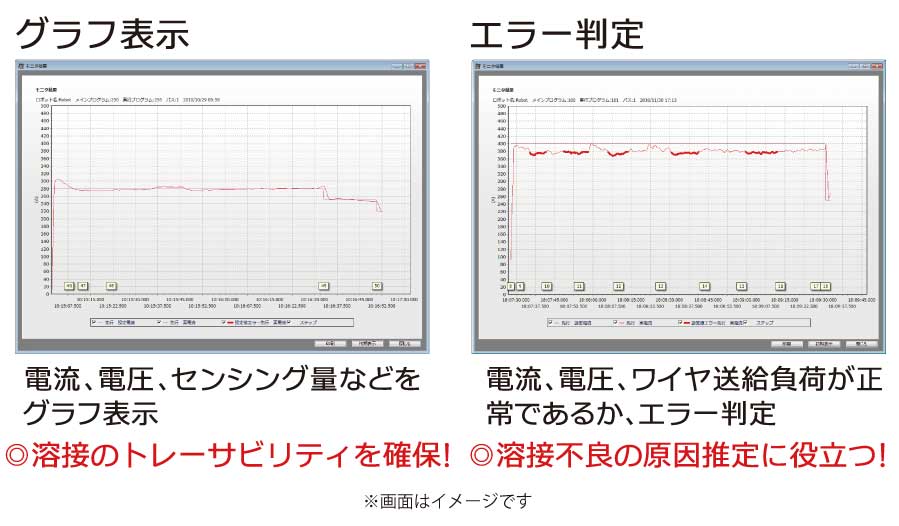
アークモニタ:溶接の状態を見える化
生産監視カメラ[開発中]:現場の状況を見える化
システム例
紹介動画
生産支援システム AP-SUPPORT™
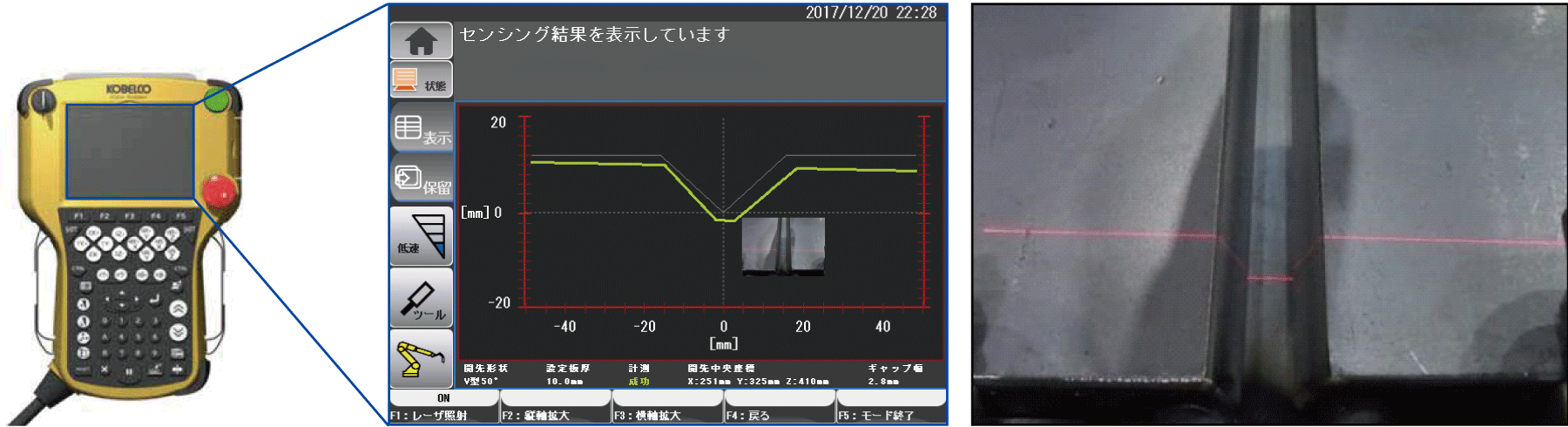
レーザキャップセンシング
特徴
- 幅広い継手形状に対応
- フレア開先やT継手のギャップなど幅広い継手形状に対応
- サイクルタイム削減
- ワイヤタッチセンシングに比べて測定動作を約60%削減
- 高いギャップ検出精度
- ワイヤタッチセンシングと比べてより高精度な測定が可能
| メーカ |
 |
| 型式 |
SFK350 |
| レーザクラス |
2M |
| タイプ |
シームファインディング(開先検知) |

建設機械ロボットシステム導入事例
建設機械溶接ロボットシステム 導入事例(約7分)
橋梁・車輌・産業機械溶接ロボットシステム 導入事例(約3分)
お問い合わせ先
- 株式会社 神戸製鋼所 溶接事業部門
マーケティングセンター マーケティング企画室
-
Webからのお問い合わせ
ページトップへ



![生産監視カメラ[開発中]:現場の状況を見える化](/welding/industries/img/pic_production_monitoring_camera.png)