神戸製鋼HOME > 技術・製品情報 > 圧延設備・プレス機械 > 板圧延設備 > 1. 多段圧延機(KT/KST Mill)
 1. 多段圧延機(KT/KST Mill)
1. 多段圧延機(KT/KST Mill)
12段圧延機(KT Mill)
![]()
製品概要
![]()
![12段圧延機(KT Mill) [Roll Arrangement of KT Mill]](/products/rolling/sheet/img/kt_main.jpg)
KTミル(Kobe Twelve-high Mill)は、更なる板形状向上ニーズに応え、当社が独自に板形状の修正能力を高めた4段ミルと20段ミルの特長を併せもつ、高性能圧延機です。
KTミルは、板形状制御に優位な12段という基本ロール構成に加え、独自に開発したウェッジ式油圧圧下機構、AFC(Automatic Flatness Control System)、KOS(Kobelco Operation Support System)システムなど、各種の最新技術を採り入れた結果、銅合金、Fe-Ni合金並びに、特に極薄板ステンレスなどの生産に最適な圧延機です。
圧延機本体標準仕様
![]()
当社の12段圧延機は下記仕様の製品を取り扱っております。
下記は標準仕様ですので、詳細につきましては、お問い合わせください。
(単位:mm)
| 型番 | KT160 | KT230 | KT300 | KT350 |
|---|---|---|---|---|
| ワークロール径 | 30~60 | 40~80 | 50~100 | 60~120 |
| 最大板幅 | 650 | 850 | 1050 | 1300 |
構造と図解
![]()
2010年 日本塑性加工学会 技術開発賞受賞
![]()
日本塑性加工学会 平成22年 技術開発賞受賞「ステンレス箔用KTミルの開発」
※「塑性と加工」2010年6月号に掲載

20段圧延機(KST Mill)
![]()
製品概要
![]()
![20段圧延機(KST Mill) [Roll Arrangement of KST Mill]](/products/rolling/sheet/img/kst_main.jpg)
KSTミル(Kobe Super Twenty-high mill)は、従来の20段圧延機をベースに、当社の技術力と経験を基に開発した、ウェッジ式油圧圧下機構、AFC(Automatic Flatness Control system)、KOS(Kobelco Operation Support system)システムなど、各種の独自技術を備えた、ユーザーの広範なニーズに適合した20段圧延機(KST Mill)です。
これにより、高度な自動板厚制御や自動形状制御をはじめ、圧延機の集中自動制御が可能となり、KSTミルはステンレス鋼をはじめ、銅合金、ニッケル合金並びにチタンなどの特殊合金の圧延にも幅広く用いられております。
圧延機本体標準仕様
![]()
当社の20段圧延機は下記仕様の製品を取り扱っております。
下記は標準仕様ですので、詳細につきましては、お問い合わせください。
(単位:mm)
| 型番 | KST155 | KST220 | KST260 | KST300 |
|---|---|---|---|---|
| ワークロール径 | 30~60 | 40~80 | 50~100 | 60~120 |
| 最大板幅 | 650 | 850 | 1050 | 1300 |
構造と図解
![]()
多段圧延機の基本構造と特長
![]()
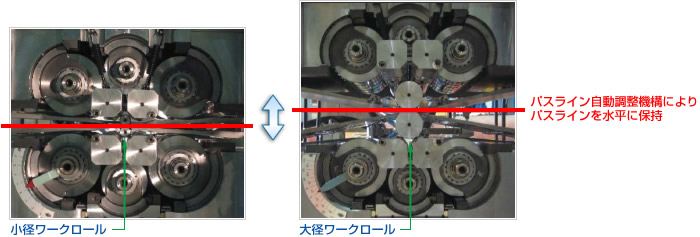
1.小径~大径までのワークロールの無段階使用が可能
![]()
圧延機のサイズはロール径別にシリーズ化しており、たとえばKT160ではワークロール径30mmから60mmの範囲で選択できます。また、ワークロール径は最大~最小が約2倍の範囲内において、無段階で任意の径が選択可能です。
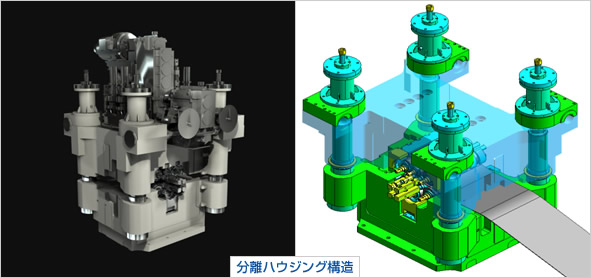
2.分離ハウジング構造
![]()
当社製多段圧延機は、上下に分離したハウジングを4本のコラムで係合するハウジング構造を最大の特長としています。
 通板作業および圧延中の板の目視観察が容易で作業しやすく、ロール交換が容易です。
通板作業および圧延中の板の目視観察が容易で作業しやすく、ロール交換が容易です。 - 圧延力測定装置が4本のコラムに装備されており、正確な圧延力の検出が可能です。
- 実圧延力の検出により高精度な油圧圧下AGC (Automatic Gage Control)を可能にしました。
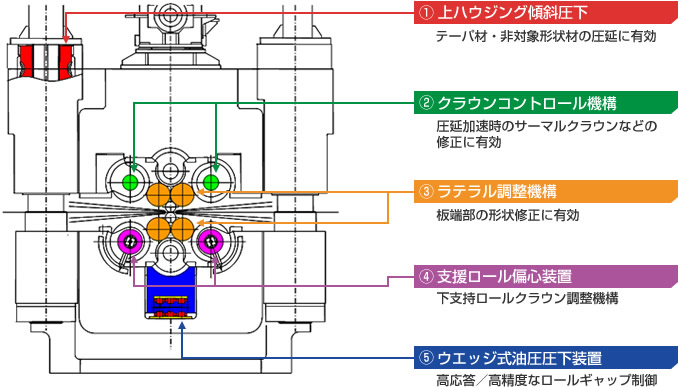
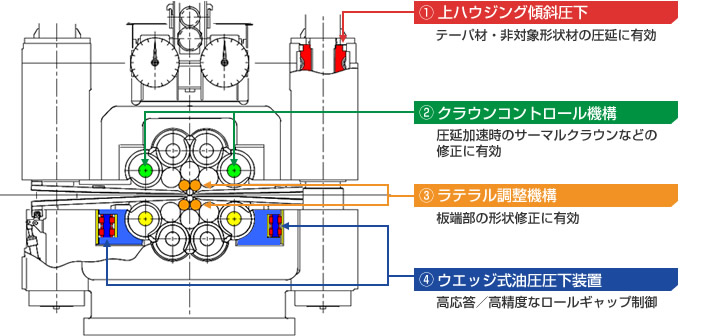
- 駆動側と作業側を同時に逆方向に作動させ上ハウジングを傾ける傾斜圧下圧延が可能であり、材料の蛇行および非対称形状の修正に有効です。
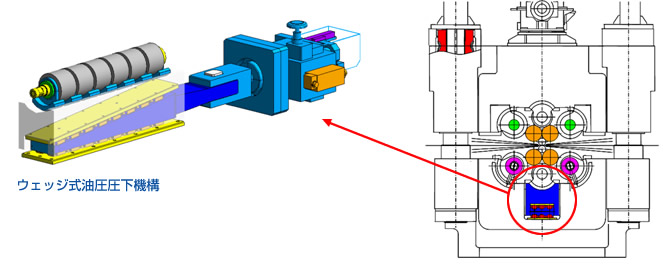
3.ウェッジ式油圧圧下機構による高い板厚制御
![]()
下部ハウジングの支持ロールの背部にウェッジを組み込み、これに油圧シリンダを直結させて圧下を行う方式です。ウェッジを介して、圧延荷重を直接ハウジングで受ける構造であるため、剛性の高い油圧圧下機構を実現。また世界トップレベルの高速化を達成し、ロール間隙の微小変位制御を可能としました。
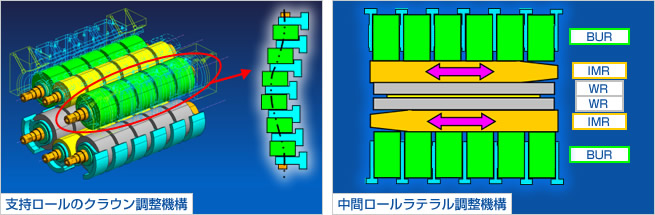
4.各種形状制御機構による良好な形状
![]()
本圧延機は、支持ロールのクラウン調整機構・中間ロールラテラル(シフト)調整機構および傾斜圧下圧延を形状修正の手段として備えております。また、当社のAFC(形状制御システム)を装備することによりフィードバック制御を実現しております。
![]()
株式会社神戸製鋼所 機械事業部門
営業・マーケティング本部
産業機械営業部 重機械室
TEL:03-5739-6642