Shipbuilding

Our Welding business has been developing with shipbuilding in Japan.We keep on proposing welding solutions to shipyards all over the world.
Table of contents
- KOBELCO Welding Solutions for Automation with Higher Quality & Efficiency
- Welding Process to improve productivity
- TRIFARC™ (high speed triple tandem one pool method) for Horizontal Fillet Welding
- HT-MAG™ Process: An effective porosity-reduction method for welding primer-coated steel plates
- FCB™ process and equipment for butt joint of large plates
- RF™ process and equipment
- SEGARC™ - for vertical upward welding
- Automated Horizontal Butt Welding Ishimatsu × FAMILIARC™ MX-100ER
- FAMILIARC™ DW-100V - Improved vertical-up performance
- Our proposal and progress on horizontal fillet welding
- Welding in Sub-Assembly to Assembly Stage
- Welding in Erection Stage
KOBELCO Welding Solutions for Automation with Higher Quality & Efficiency
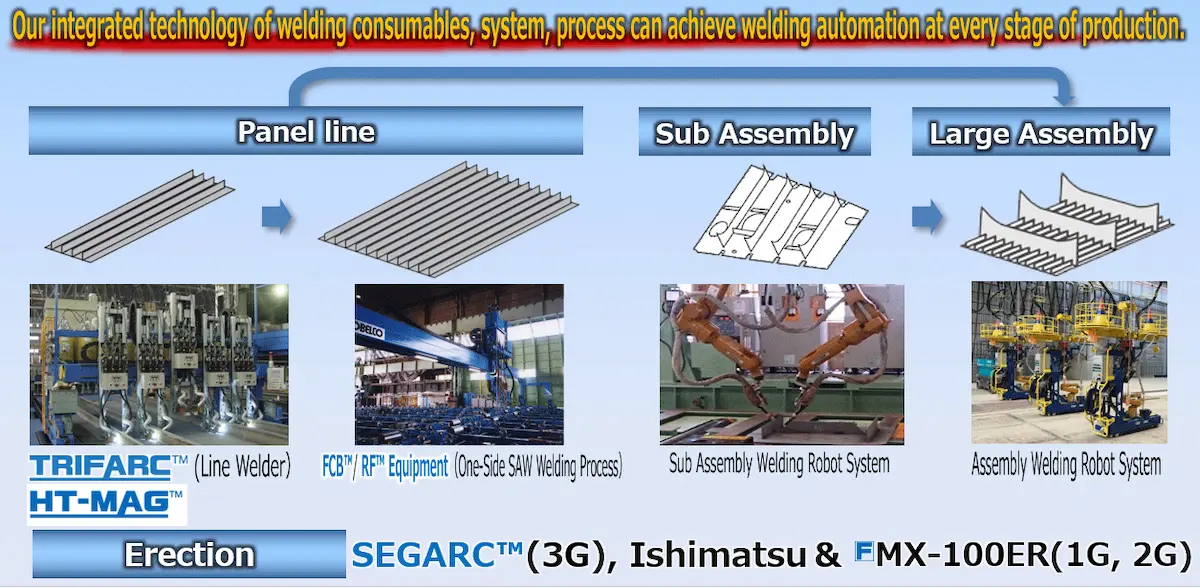
Our Line-ups for Welding Automation Technology by Stage
Integrated technolgy of welding consumables, welding system and welding process enables welding automation at every stage.
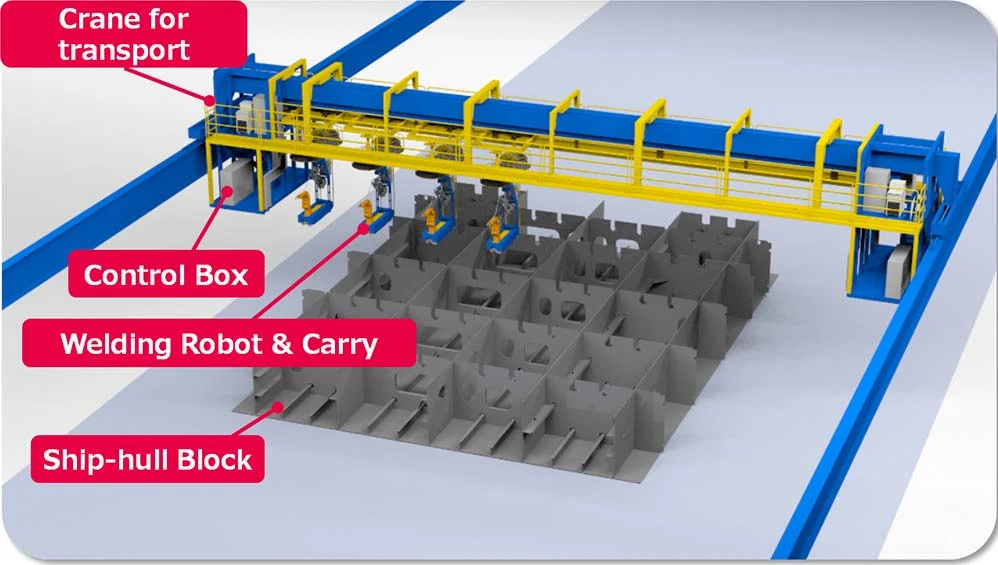
Large Assembly Welding System
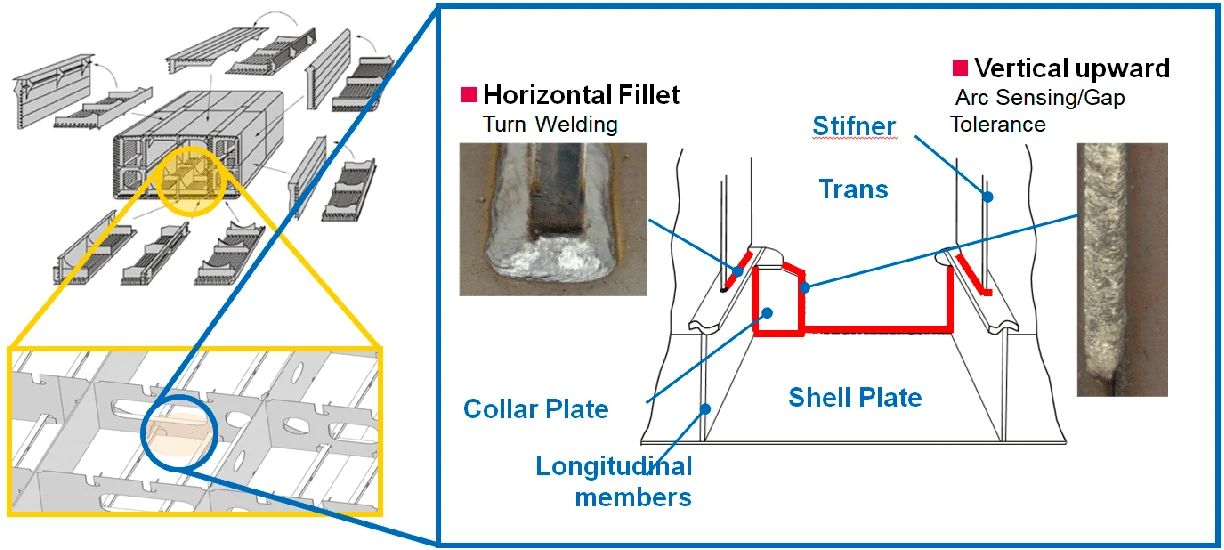
- Automatic vertical upward and horizontal fillet welding within the confined space of ship hull block made possible by a miniature ARCMAN™ robot mounted on a robot carry.
- By integrating the data from 3D models with our automatic programming soft "SMART TEACHNG™", manual programming is not required. SMART TEACHING™ can establish program at around 3minitues for about 400 welding joints of the ship hull block
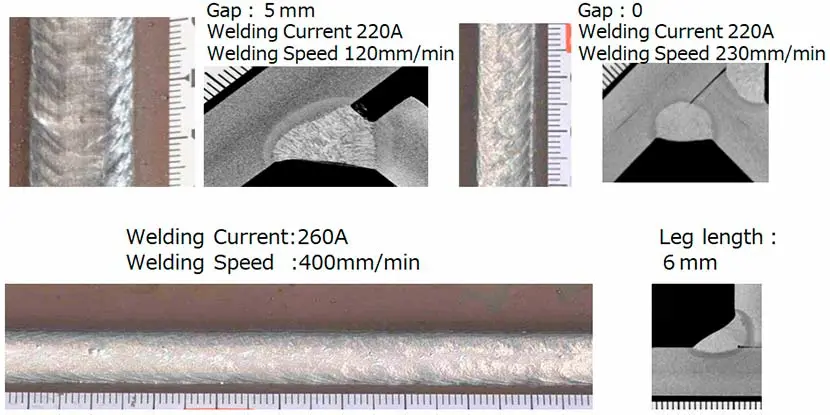
- 30% improvement in welding speed in vertical upward welding over connventional all-positional welding wire whilist keeping the weldability of horizontal fillet welding using FAMILIARC™ DW-100R special FCAW.
System Configuration
Welding parts where Large Assembli Welding System is applied
Introduction Movie

FAMILIARC™ DW-100R ‐ Specially designed for Large Assembly Welding Robot System

Achieves both efficient vertical upward welding and beautiful bead appearance in horizontal fillet welding
Welding Process to improve productivity
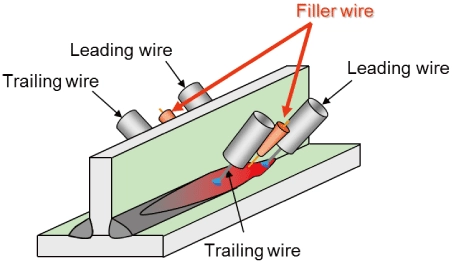
TRIFARC™ (high speed triple tandem one pool method) for Horizontal Fillet Welding

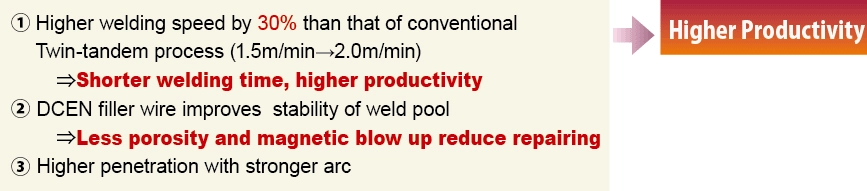
Torch arrangement
Leading & trailing wire: FAMILIARC™ MX-200HS Filler wire: FAMILIARC™ MG-1HS
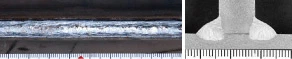
Bead appearance and shape
Welding parameter
| L: | 560A-38V |
|---|---|
| T: | 440A-36V |
| Filler wire: | 80A (DC-EN) |
| Travel speed: | 2.0m/min |
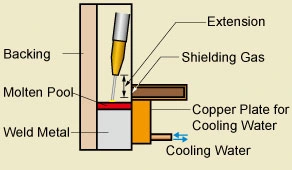
HT-MAG™ Process: An effective porosity-reduction method for welding primer-coated steel plates
Configuration of HT-MAG™
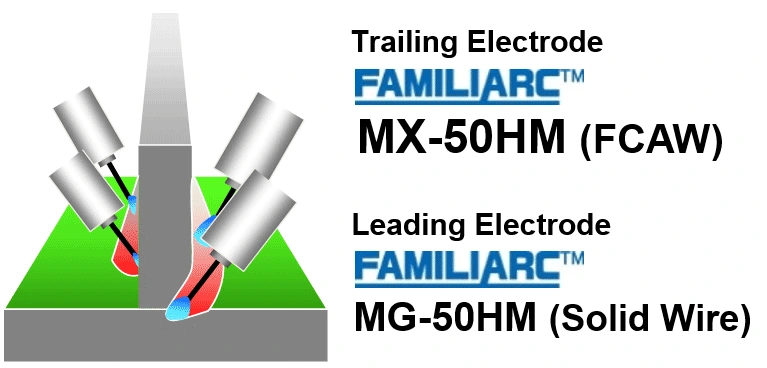
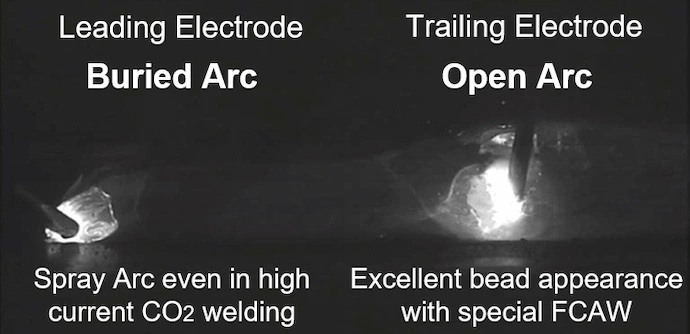
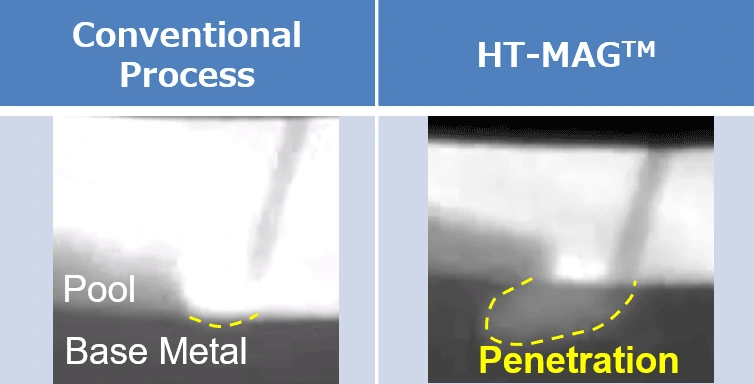
Penetration of leading electrode
Features of HT-MAG™
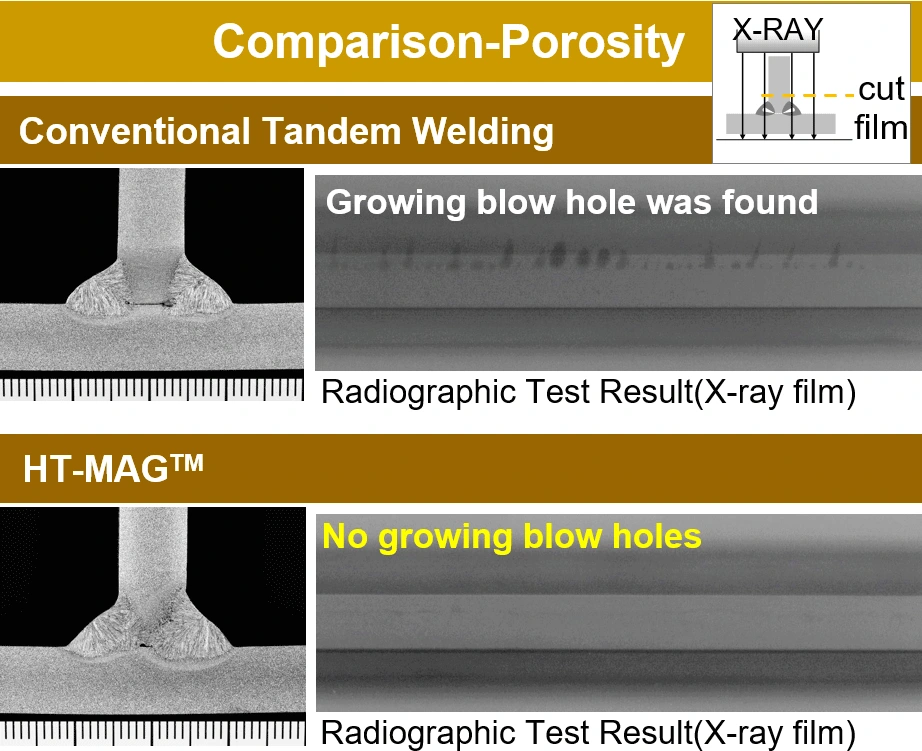
- Deep penetration obtained with buried arc of leading electrode can reduce porosity in welding primer coated steel plate.
- Low Spatter generation even in CO2 tandem welding
Shipping Approvals
| NK | ABS | DNV-GL | LR | BV |
|---|---|---|---|---|
| KAW53Y40MG(C) | 3Y400A | ⅢYM | 3YM | A3Y40M |
Click the link below for the details of HT-MAG™ at KOBELCO Global Website
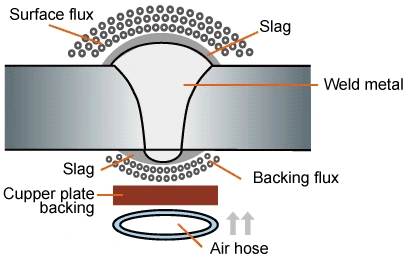
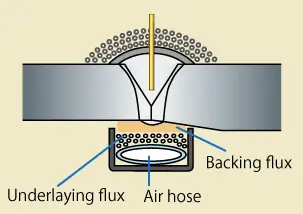
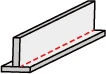
FCB™ process and equipment for butt joint of large plates

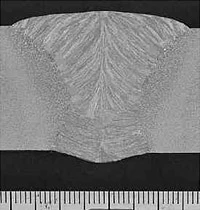
- Plate thickness
25mm
- Process
4 electrodes FCB™ one-side SAW
- Travel speed
800mm/min.
Features
- Consistent reverse bead at high welding current
- Applicable for 10 to 40mm plate thickness. (3 electrodes: up to 35 mm, 4 electrodes: up to 40 mm)
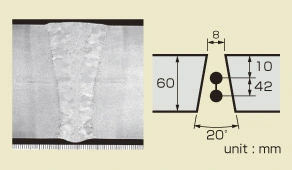
RF™ process and equipment

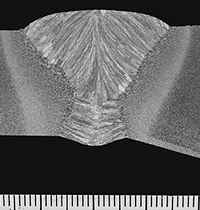
Features
- Easy to make good plate-to-backing contact, particularly in joints with misalignment and tapered transition, and in thin plate
Welding parameter
| Plate thickness | 20mm×50mm |
|---|---|
| Taper | 1-to-3 taper |
| L | 1400A-26V |
| T1 | 1000A-40V |
| T2 | 1100A-46V |
| Travel speed | 80cm/min |
SEGARC™ - for vertical upward welding

- SEGARC™ - extremely efficient welding process in vertical upward
- High deposition rate, 180cm/min at 380A
- Applicable to inclined upward welding
- Optimum oscillation of welding torch enables one pass welding up to 65 mm plate thickness

Welding parameter
| Current (A) |
Voltage (V) |
Travel speed (cm/min) |
Heat input current (KJ/cm) |
|---|---|---|---|
| 400 | 43 | 2.6 | 397 |
Automated Horizontal Butt Welding Ishimatsu × FAMILIARC™ MX-100ER
Features
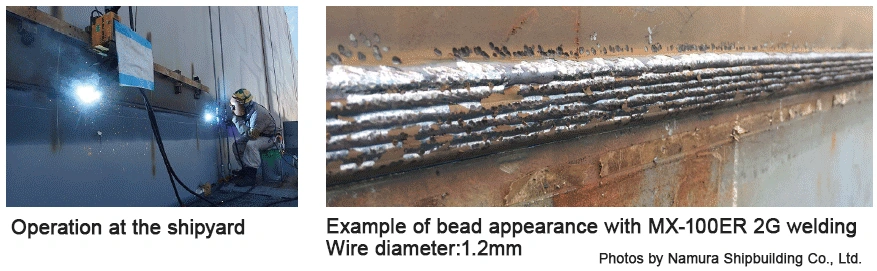
- Optimized welding parameter is preset on compact & portable welding robot ISHIMATSU and excellent bead appearance can be obtained.
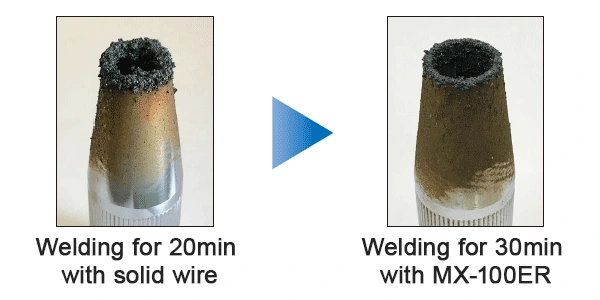
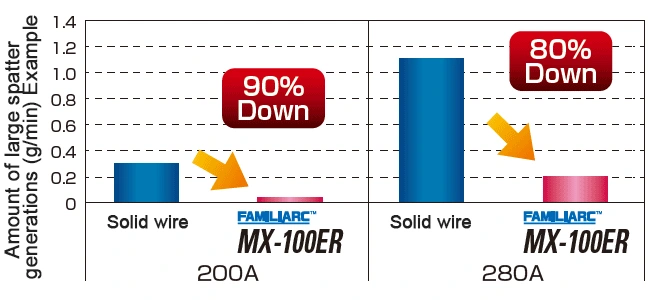
- Small amount spatter generation with FAMILIARC™ MX-100ER reduces nozzle replace and cleaning time and the risk of insufficient shielding gas flow.
- Slag removals is not necessary for 2 to 3 pass due to little slag generations.
Shipping Approvals
| NK | ABS | BV | DNV-GL | LR |
|---|---|---|---|---|
| KSW53Y40G(C)H5 | 3Y400SAH5 | SA3Y40MH5 | ⅢY40MS (H5) | 3Y40H5 |
Low Spatter Generation
High Efficient Horizontal Welding with Ishimatsu
FAMILIARC™ MX-100ER
Horizontal Welding (2G)
- Plate thickness
32mm
- Wire diameter
1.2mm
- Welding Sequence
9 layers 34 pass
- Heat input
0.8kJ/mm
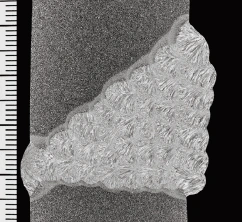
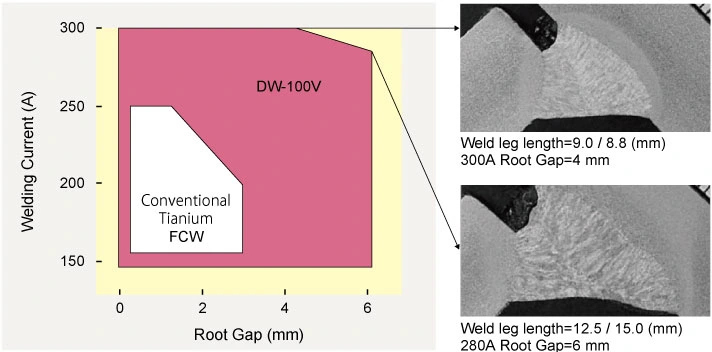
FAMILIARC™ DW-100V - Improved vertical-up performance
Features
- FAMILIARC™ DW-100V enables an high current vertical-up welding at 250 to 300A.
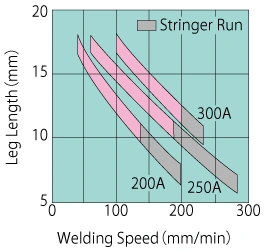
- Stringer run at vertical up welding
- Superior resistance to root gap
Relationship between leg length and travel speed
Macro structure (Example)
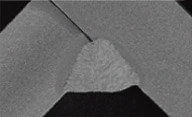
Welding parameter: 230A-360mm/min
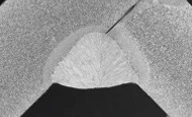
Welding parameter: 250A-320mm/min

Welding parameter: 280A-200mm/min
Relationship between root gap and welding current
Specification
| Specification | Shipping approvals | |
|---|---|---|
| JIS | AWS | NK, ABS, LR, DNV, BV, GL, CCS |
| Z 3313 T 49J 0 T1-1 C A-U | A5.20 E71T-1C | |
Our proposal and progress on horizontal fillet welding
Welding wire for single pass
| Product | Porosity Resistance (Applicable travel speed) |
Sputter generation | Bead shape / appearance | HF Range of leg length |
|---|---|---|---|---|
| MX-200 | ≦600mm/min | Good | Good | 4 to 8mm |
|
≦600mm/min
|
Better
|
Better
|
5 to 9mm
|
|
|
≦700mm/min
|
Good
|
Good to Better
|
5 to 9mm
|
|
| DW-200 | ≦500mm/min | Good | Better | 6 to 10mm |
- *stands for FAMILIARC™, stands for TRUSTARC™, andstands for PREMIARC™.
FAMILIARC™ MX-200F - Large leg length with smooth bead appearance
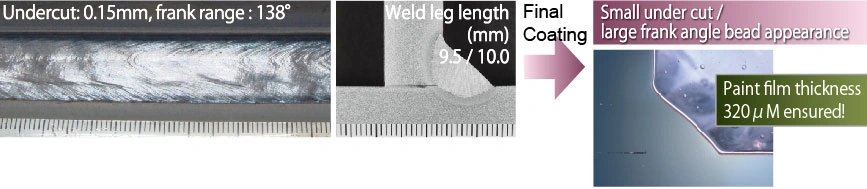
- Applicable for 5 to 9mm weld leg length
- Smooth bead shape with large leg length
- Less undercut at upper leg length ensure required paint film thickness by PSPC
FAMILIARC™ MX-50H - Large leg length with high travel speed
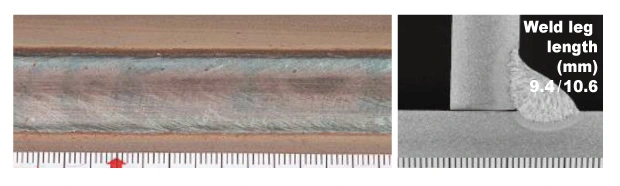
- 5 to 9mm weld leg length available
- Smooth bead shape with large leg length
- Excellent slag removal and shinny bead appearance
- Excellent porosity resistance
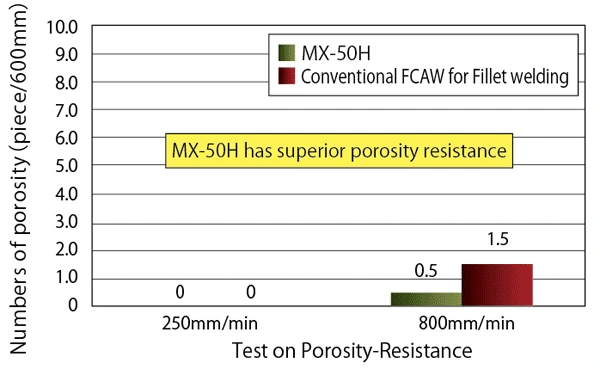
Plate 20mm×50mm 12mmt. inorganic zinc primer, thickness: 30μm
Welding in Sub-Assembly to Assembly Stage
| Member and Joint | Welding Position | Welding Process | Typical Welding Consumables | Remarks | |
|---|---|---|---|---|---|
 |
Built-up Longitudinal | HF | GMAW (MAG) |
MX-(Z)200
|
Welding carridge |
|
MX-200H (X2)
|
twin-tandem one pool method | ||||
|
MX-200HS (x2) /
MG-1HS
|
- *stands for FAMILIARC™, stands for TRUSTARC™, andstands for PREMIARC™.
| No. | Member and Joint | Welding Position | Welding Process | Typical Welding Consumables | Remarks | |
|---|---|---|---|---|---|---|
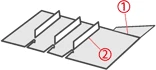 |
① | Butt joint (Flat Panel) | Flat | SAW (Double-side) |
US-36 /
PF-H55E,
US-36,
PF-H52
|
|
| ② | Stiffner | HF | GMAW (MAG) |
MX-(Z)200,
MX-50H,
DW-200
|
Welding carridge | |
| Gravity welding (SMAW) |
LT-Z-27,
LT-B50,
LT-B52A
|
Gravity welding | ||||
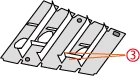 |
③ | HF | GMAW (MAG) |
DW-(Z)100,
|
Robot applied | |
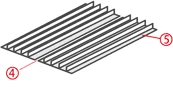 |
④ | Flat |
US-36 /
PF-I55E,
PF-H55EM
|
Wire & Surface Flux | ||
|
PF-I50R
|
Backing Flux | |||||
|
US-36 /
PF-I55E
|
Wire & Surface Flux | |||||
|
RF-1 /
No.1296
|
Backing Flux / Underlay Flux |
|||||
| ⑤ | HF | GMAW (MAG) |
MX-(Z)200
|
Welding carridge | ||
|
MX-200H (x2)
|
twin-tandem one pool method | |||||
|
MX-200HS(x2) /
MG-1HS
|
||||||
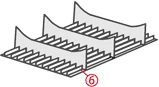 |
⑥ | HF, V | GMAW (MAG) |
DW-(Z)100
|
Robot applied | |
|
DW-(Z)100,
|
Semi-auto | |||||
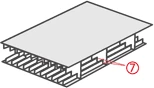 |
⑦ | Inner Double-hull/Fillet | HF, V | GMAW (MAG) |
DW-(Z)100
|
Semi-auto |
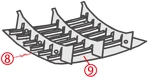 |
⑧ | Bilge/Butt | Flat | FAB (One side SAW) |
US-36 /
PF-I52E /
FA-B1 /
RR-2
|
FAB method |
| GMAW (One side) |
DW-(Z)100 /
FB-B3T
|
Semi-auto | ||||
| GMAW (One side) |
MG-50D /
FB-B3A
|
Automatic | ||||
| ⑨ | Horizontal | HF | GMAW (MAG) |
MX-(Z)200
|
Welding carridge |
- *stands for FAMILIARC™, stands for TRUSTARC™, andstands for PREMIARC™.
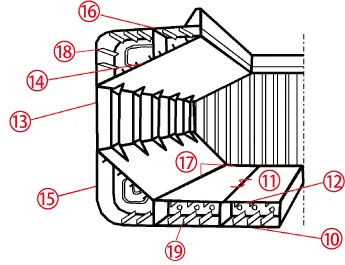
Welding in Erection Stage
| No. | Member and Joint | Welding Position | Welding Process | Typical welding consumables | Remarks |
|---|---|---|---|---|---|
| ⑩ | Bottom shell / Butt | Flat | GMAW (One side) |
DW-(Z)100 / FB-B3T
|
Semi-auto |
| ⑪ | Tank Top (Seam, Longitudnal) |
Flat | FAB (One side SAW) |
US-36 /
PF-I52E /
FA-B1 /
RR-2
|
FAB method |
| GMAW (One side) |
DW-(Z)100 /
FB-B3T
|
Semi-auto | |||
| GMAW (One side) |
MG-50D /
FB-B3A
|
Automatic | |||
| ⑫ | Tank Top (butt, trans) |
Flat | GMAW (One side) +SAW |
DW-(Z)100 /
FB-B3T + US-36 /
PF-H55E
|
Semi-auto + Auto |
| GMAW (One side) |
DW-(Z)100 /
FB-B3T
|
Semi-auto | |||
| ⑬ | Side shell / butt | Vertical | EGW |
DW-S43G /
KL-4
|
|
| GMAW (One side) |
DW-(Z)100 /
FB-B3T
|
Semi-auto | |||
| ⑭ | Top side tank / butt | Flat | GMAW (One side) |
DW-(Z)100 /
FB-B3T
|
Semi-auto |
| ⑮ | Builge hopper / butt | Vertical | GMAW (One side) |
DW-(Z)100 /
FB-B3T
|
Semi-auto |
| ⑯ | Hatch combing rail (Stainless) / Fillet |
HF | GMAW (MAG) |
PREMIARC™ DW-309,
PREMIARC™ DW-309LP
|
Semi-auto |
| GMAW (MAG) |
PREMIARC™ DW-309,
PREMIARC™ DW-309LP
|
Welding carridge | |||
| ⑰ | Upper deck / butt | Flat | GMAW (One side) + SAW (Double-side) |
DW-(Z)100 /
FB-B3T
+ US-36 /
PF-H55E
|
Semi-auto + Auto |
| ⑱ | Tank top / fillet | HF | GMAW (MAG) |
DW-(Z)100
|
Semi-auto |
|
MX-Z200
|
Welding carridge | ||||
| ⑲ | Long / butt | Flat, V | GMAW (One side) |
DW-(Z)100 /
FB-B3T
|
Semi-auto |
- *stands for FAMILIARC™, stands for TRUSTARC™, andstands for PREMIARC™.
Contact Us
You can reach us by clicking the inquiry button.