神戸製鋼HOME > 素形材事業 > やさしい技術 > やさしい技術/アルミ編 > No.25 接合法(その3/接着剤接合と電子ビーム溶接、レーザ溶接)
 No.25 接合法(その3/接着剤接合と電子ビーム溶接、レーザ溶接)
No.25 接合法(その3/接着剤接合と電子ビーム溶接、レーザ溶接)
(やさしい技術読本 1997年3月発行)
いつ読んでも楽しい"やさしい技術"の愛読者の皆さん、こんにちわ。今回は、接合法その3として「接着剤接合と電子ビーム溶接、レーザ溶接」をお届けします。接着剤接合と聞くと、模型や木工用ボンドなどの接着剤を連想して何か身近な感じがしますね。実は、その通りなのです。また電子ビーム、レーザという言葉も耳にしたことがあるでしょう。実は、その通りなのです。えっ?何がその通りかって?はい、それでは早速お話を始めましょう。
接着剤接合
![]()
- モンちゃん
- 接合法もいよいよ最終回を迎えました。私も接合法について、ずいぶん詳しくなったような気がします。気のせいかな。でもまだ聞いていない接合法がありました。接着剤接合、そして電子ビーム溶接、レーザ溶接についてです。
では、まず私たちの日常生活の中でたくさん用いられている接着接合法からお願いします。
- アンサー氏
- そうですね。接着接合は、文字通り物と物を接着剤で接合するものです。身近にあるあらゆる物に接着剤接合法が使われているといっていいでしょう。アルミに限って考えても例えばスキー板、ゴルフのクラブ、飲料缶……。それから錠剤の薬はプラスチックの部分を押して取り出すようになっているでしょう。あのパッケージは、プラスチックとアルミを接着剤で接合してあるんですよ。
接着剤の形態による分類
- モンちゃん
- アルミとプラスチックということは、異なる素材どうしを接合するわけですね。
- アンサー氏
- いいところに気がつきましたね。接着剤接合のもっとも優れた長所は、例えば金属と紙、金属と金属、金属と樹脂など違うものをお互いのいいところを引き出して接合することができる点にあります。
そして、接着剤接合のもう一つの大きな長所は、応力の分散ということ。いろいろな接合法がありますが、他は点接合が主です。接着剤接合は面での接合になるわけです。このため応力を分散することができ、剛性をアップします。剛性アップすることによって板の厚さを薄くすることができるので、結局軽量化につながります。
- モンちゃん
- 私たちが使う接着剤にも木工用とかプラスチック用とかあるように、接合する素材に適した接着剤が用いられるわけですか。
- アンサー氏
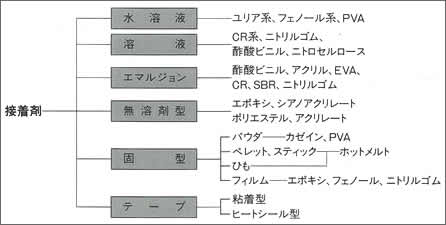
- 接着剤は、素材、用途などによって選ぶわけですが、その種類は何万種類もあるんですよ。区分方法も、主成分による分類、強度特性による分類、固化方法による分類、形態による分類など多くの切り口があります。形態で分けると、大きく一液系、ぺースト状の二液系、そしてフィルム状のものに分けられます。
一液系は液の中に硬化剤が入っていて熱などで硬化させるものです。二液系は硬化剤と樹脂が別々になっていて、接着する時に混ぜて用います。フィルム状のものは、加熱して溶融して用います。
- モンちゃん
- 接着剤による接合というのは、やさしくいうとどういう原理なのでしょう。
- アンサー氏
- 液体状にした接着剤を接合面にぬり、それが固まって固体になる時に接合できるわけです。ですから、最初は液体でなくてはなりません。固体の接着剤は、一度液体にして、また固体になるということです。接合面というのはどうしても荒れていますので、液体でないとぬれないんですね。これを"ぬれ性"といいます。
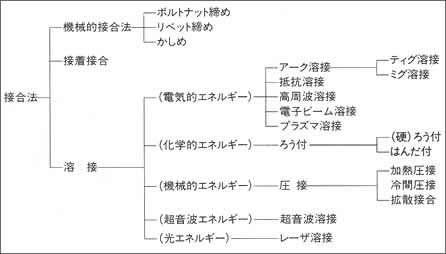
アルミニウムに適用される接合法(溶接学会における分類から抜粋)
- モンちゃん
- "ぬれ性"を高めるには、どういう条件が必要なんですか。
- アンサー氏
- 接着剤が適切か、品質はどうかという間題、接合する素材の表面に欠陥がなく、よくぬれる状態かどうかという問題、そして接着の条件がどうかという3つの条件が満たされていなければなりません。そうでないと、信頼性が確保されないのです。
- モンちゃん
- アルミに限っていえば、どんな点に特に注意して接合するのでしょうか。
- アンサー氏
- 表面を適正な状態にするということ。悪い酸化皮膜ができているとよい接合ができません。つまり、表面の突起の空孔の中に接着剤がきれいに入ってくれるといいわけです。これをアンカー効果といいます。
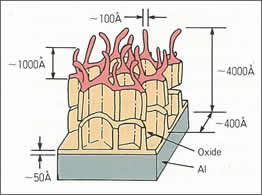
PPA(りん酸陽極酸化)表面上の酸化構造物
- モンちゃん
- なるほど。それでは、接合する素材に応じた接着剤があるように、ぬる工程も違うのでしょうね。
- アンサー氏
- そうですね。例えば航空機にはいろいろな部分にアルミが使われていますが、接合場所によって接着剤も工程も全部違うので、極端にいえば一品一様です。その際アルミ板の表面処理を行ない、接合後に接着部分が劣化しないようにします。ですから、飛行機の場合とても信頼性が高いといえるでしょう。量産する自動車については航空機と同様の方法をとることが難しいので、スポット溶接と接着剤接合を併用したウエルドボンドが多く用いられるようになりました。
- モンちゃん
- 先ほど面で接合するというお話が出ましたが、そうすると気密性が高くなる感じがします。
- アンサー氏
- シール剤としての働きが出ますね。点で接合するのと違って素材と素材の間に樹脂が入るわけですから、水や空気の侵入を防ぐ効果が出るわけです。あとはお客様の要求に合わせて、接着剤の中に導電性の物質を入れれば導体としても使えます。
- モンちゃん
- それでは、接着剤接合に関する今後の研究課題というのは?
- アンサー氏
- 信頼性を高めていくということでしょうね。特に大きな荷重がかかるような大型部材には、接着剤接合は敬遠されます。強度は出ても信頼性に対する実績が少ないからです。素材メーカーとしては、接着剤接合するのにより適正な素材の開発をしていくことです。また接着剤メーカー側では、より高性能の製品開発をしなければなりません。
電子ビーム溶接、レーザ溶接
![]()
- モンちゃん
- 接着剤接合は、ほとんどの素材に利用でき、一般化している方法だと思いました。それでは、電子ビーム溶接、レーザ溶接はどんな接合方法なのでしょうか。
- アンサー氏
- 簡単に言うと、エネルギーを局所に絞って加熱し接合する方法なんですね。そのエネルギーの密度は、アーク溶接に比べ100倍以上にもなります。太陽光線を虫メガネで絞ると新聞紙が焦げるでしょう。あの原理に似ています。ですから、少ないエネルギーで、効率よく接合できるんですよ。アルミの場合は、熱が逃げやすいという性質がありますから、熱集中の良いこれらの接合方法に期待が持たれています。
- モンちゃん
- どんな分野で多く使われていますか。
- アンサー氏
- まず、電子ビーム溶接からお話しましょう。現在もっとも多く使われているのは、自動車部品の製造です。トランスミッションでギアが密集しているのを見たことはありませんか。あれはギアを単品で作ってギアどうしを電子ビームで接合し組み立てているので、あのようにコンパクトにできるのです。ある自動車部品メーカーさんでは、100台を越える電子ビーム溶接機を設置していて、溶接機というより加工機と同じ感覚で使用しています。
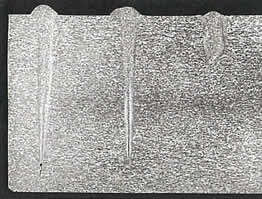
アルミ電子ビーム溶接マクロ写真
- モンちゃん
- どんな溶接機か知りたいなあ。
- アンサー氏
- 電子ビーム発生の原理は、電子顕微鏡と同じなんです。真空中でフィラメントを加熱すると電子が飛び出してくるんですが、それに高電圧をかけると電子が電圧で加速されて、光の速度ほどのものすごい速度になります。その電子を電磁気レンズで焦点を結んで母材に衝突させると、電子の運動エネルギーが熱エネルギーに変換されて母材を加熱するのです。
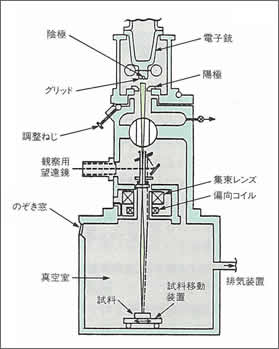
電子ビーム溶接機の原理図
- モンちゃん
- 母材が溶けるということですか。
- アンサー氏
- 溶けるだけではなく、高温になるため金属の蒸発も発生します。例えばアークで母材を溶融すると断面が半円形状に溶けますが、電子ビーム溶接では、溶融した金属が蒸発する際の蒸気圧で溶けた金属が押し除けられ、ビームの通る空孔が形成されます。この空孔をキーホールといいますが、その中を電子ビームが進んでいって深溶込みの溶接ができるわけです。このため厚板の高能率溶接ができ、例えば100ミリの板厚を1パスで溶接することもできるんです。またこの方法はアーク溶接などと違って一般にワイヤーを入れないので、接合部も母材とほとんど同じ成分になります。このため高力アルミ合金では溶接後に時効処理を行なうことにより、母材に近い継手強度が得られます。
- モンちゃん
- 開先がV字ではなく、平行状のビード(接合部)だとどんな利点があるんですか。
- アンサー氏
- ものは凝固する時に必ず収縮しますね。電子ビーム溶接、またレーザ溶接にも共通することなんですが、ビードの幅が狭くどこも均一なので、収縮による変形が小さくてすむわけです。つまり、最終商品でのひずみが少ない。最近は製品の最終段階での溶接が多く、外観も重要な品質の一つなので、その点でもこれらの溶接は期待されています。
- モンちゃん
- なるほど。自動車部品に多く使われているということですが、優れた接合だからこれからもっといろいろな部材に採用されるといいですね。
- アンサー氏
- 熱集中性が高いので熱が逃げやすいアルミや銅にも適しているし、真空中で溶接するので高融点で酸化しやすいタングステン、モリブデンなども難なく溶接できますからね。ただし、電子ビーム溶接の弱点は真空中で溶接しなければならないので、真空の作業室に入らないものの溶接ができないこと、また装置の価格が高いということです。そのため現在は自動車部品など量産することでコストを下げられるもの、あるいは原子力関係、航空機部材など付加価値の高い製品に限られています。
- モンちゃん
- お話を聞いていると、電子ビーム溶接とレーザ溶接には共通点も多いようですね。
- アンサー氏
- レーザ光はレンズ、凹面鏡などで小さなスポット径に絞ることができ、出力や焦点位置を変化させることによって、電子ビームと同様にビート幅の狭い深溶込み溶接ができます。また高融点材料やセラミックスなどの非金属材料の溶接ができます。ところで、レーザとはLight Amplification by Stimulated Emission of Radiationの頭文字をとって作った語で、直訳すれば「放射の誘導放出による光の増幅」という意味です。太陽光線などと違って同一波長で位相の揃った光なので、いろいろな分野で使われています。スーパーのレジでバーコードを読むのもレーザですよ。レーザ溶接もレーザを応用したものの一つです。
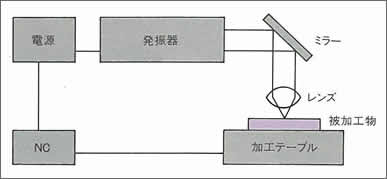
レーザ加工装置
- モンちゃん
- レーザ溶接も真空中で行なうのですか。
- アンサー氏
- いいえ、大気中でできます。これも大きな特性の一つ。電子ビーム溶接のように真空スペースは必要ないので、対象物の大きさに制限はありません。現在、主に用いられているのはYAG(Yttrium Aluminum Garnet)レーザとCO2レーザです。ただし、アルミや銅は鏡のように光を反射しやすいので、レーザ溶接するためには、ある一定以上の出力が必要ですが、最近では高出力で高品質のレーザー発振器が出てきて、十分に実用的な加工が可能になりつつあります。電子ビーム溶接は接合する面がなんであれ、電子がそのままぶつかって熱エネルギーになりますから、深溶け込みができます。
- モンちゃん
- レーザはどんなところに使われているんですか。
- アンサー氏
- 自動車関係の鋼材の溶接やステンレス鋼、アルミの切断が多いですね。半導体のチップに番号を打つなどのマーキングにも使われているし、電池の溶接にも用いられています。自動車関係では、電子ビーム溶接を使うかレーザ溶接にするかはその会社の考え方によるところが大きいと思います。
- モンちゃん
- そうですか。それでは今まで接合法に関して主なものを取り上げてきたわけですが、これから開発される新しい接合法などはあるんですか。
- アンサー氏
- 超音波接合、常温界面接合なども研究されています。理想的な接合法を考えるとすれば、母材と母材を近づけて熱も加えず加圧もしないで接合でき、しかも強度は母材と同じで変形がまったくないというものです。
ところで、世の中にあるもので単体で存在しているものは少ないんですね。私たちの身の回りを見てもわかるように、物には必ず何らかの接合が施してあるんです。例えば接着剤で、溶接で、またねじなどの機械的接合で。今は当り前になっていますが、昔は鉄橋を作って電車を走らせるのも大変な苦労だったんです。
ただ、現在のいろいろな接合法についてさらに研究されたり、また全く新しい接合法が開発されたりすれば、私たちは、より便利で住み良い生活ができるようになるでしょう。
