AIP装置による硬質皮膜コーティング
AIPは真空中のアーク放電を利用したイオンプレーティングプロセスです。プラズマ強化型カソードにより更に高機能な皮膜形成が可能となりました。

特長
- 緻密で高硬度
- 高い密着性
- 多元系合金組成も可能
AIP®によるBELCOAT™のラインナップ
| 名称 | 膜種 | 色調 | 酸化開始温度(℃) | 適用用途 |
|---|---|---|---|---|
| BELCOAT G | TiN |
 |
600 | 切削工具(汎用切削) 金型(プレス、冷間鍛造) |
| BELCOAT R2 | TiCN |
 |
400 | 切削工具(ウェット高速切削) 金型(プレス、冷間鍛造) |
| BELCOAT V | TiAIN |
 |
800 | 切削工具(高速ドライ切削) 金型(温・熱間鍛造) |
| BELCOAT SG | CrN |
 |
700 | 切削工具(非鉄金属切削) 金型(ダイカスト、プレス、冷間鍛造) |
| BELCOAT SDG | TiCrAlN系 単層膜 |
 |
1,000 | 切削工具 (低~高硬度材高速ドライ切削) |
| BELCOAT SS | TiCrAlN系 多層膜 |
 |
1,100 | 金型(プレス、冷~熱間鍛造) |
- ※上記の他にもご要求に応じた多彩な皮膜が可能です
AIP®によるBELCOAT™の適用事例
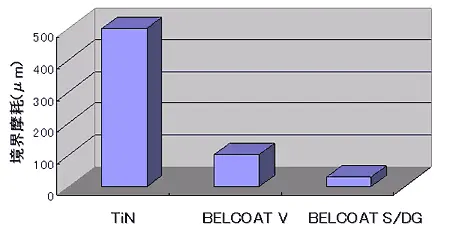
切削工具(1) 炭素鋼の高速ドライミリング
| 工具 | 超硬ボールEM(R5) |
|---|---|
| 被削材 | SCM430(HB220) |
| 加工速度(m/分) | 100 |
| 送り(mm/刃) | 0.05 |
| 軸切込(mm) | 4.5 |
| 径切込(mm) | 0.5 |
| 潤滑 | ドライ、エアブロー |
| 切削長(m) | 30 |
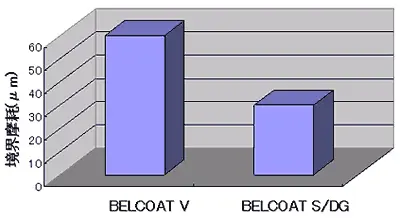
切削工具(2) 焼入工具鋼の高速ドライミリング
| 工具 | 超硬2枚刃EM-R5 |
|---|---|
| 被削材 | SKD61(HRC50) |
| 加工速度(m/分) | 220 |
| 送り(mm/刃) | 0.06 |
| 軸切込(mm) | 5 |
| 径切込(mm) | 0.6 |
| 潤滑 | ドライ・エアブロー |
| 切削長(m) | 30 |
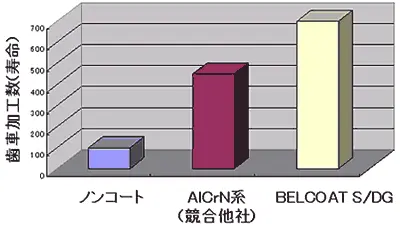
切削工具(3) 炭素鋼歯車の切削加工
| 工具 | 超硬歯切カッター |
|---|---|
| 被削材 | SCM材 |
| 加工速度(m/分) | 190 |
| 送り(mm/刃) | 0.05-0.13 |
| 軸切込(mm) | |
| 径切込(mm) | |
| 潤滑 | ドライ・エアブロー |
| 切削長 |
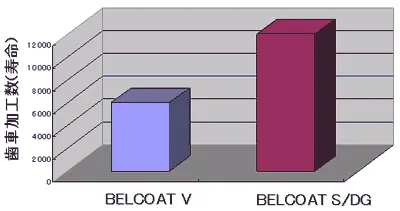
切削工具(4) 炭素鋼歯車の切削加工
| 工具 | HSS歯切工具 |
|---|---|
| 被削材 | SCM材 |
| 加工速度(m/分) | 190 |
| 送り(mm/刃) | 0.05-0.13 |
| 軸切込(mm) | |
| 径切込(mm) | |
| 潤滑 | MQL |
| 切削長 |

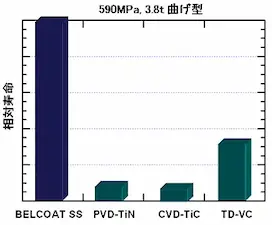
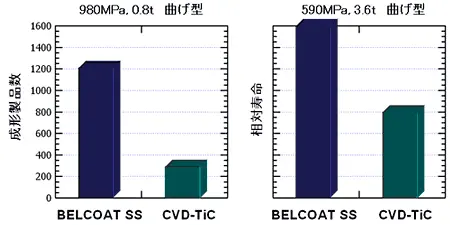
プレス成型金型(1) BELCOAT SSと従来の表面処理の比較
| BELCOAT SS | TD-VC | CVD-TiC | |
|---|---|---|---|
| 成膜方法 | PVD (AIP) | 熱拡散プロセス | CVD |
| 処理温度 | 400 - 450 ℃ | 900 - 1,000 ℃ | 900 - 1,000 ℃ |
| 金型の熱歪 | 0.02%以下 | 約0.1% | 約0.1% |
| 皮膜硬さ | 35GPa | 35GPa | 30GPa |
| 酸化開始温度 | 1,000 ℃ | 500℃ | 500℃ |
| 耐負荷荷重 | 良好 | 好 | 劣 |
- 処理温度が低く、熱歪みが小さい
- 耐負荷荷重能が高い
- 組成設計により耐酸化性が著しく高い
プレス成型金型(2)
高張力鋼板(ハイテン)のプレス成形
プレス成型金型(3)
高張力鋼板(ハイテン)のプレス成形
AIP装置で対応できるコーティング処理
| 適用可能寸法 |
|
|---|---|
| 成膜可能材質 |
超硬、SUS、工具鋼、金型鋼など
|
| 処理温度 |
400~600℃
|
| 膜厚 |
1~50μm
|
お問い合わせ
フォームでのお問い合わせを受け付けております。まずはお気軽にご相談ください。