海洋構造物

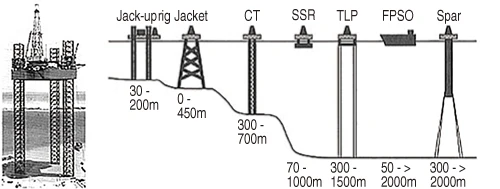
ジャッキアップリグ、ジャケットからセミサブマージナルリグ、FPSO、FLNGまで、神戸製鋼の溶接材料は世界のあらゆる海洋構造物に適用されています。
目次
海洋構造物の種類




ジャッキアップリグ用溶接材料
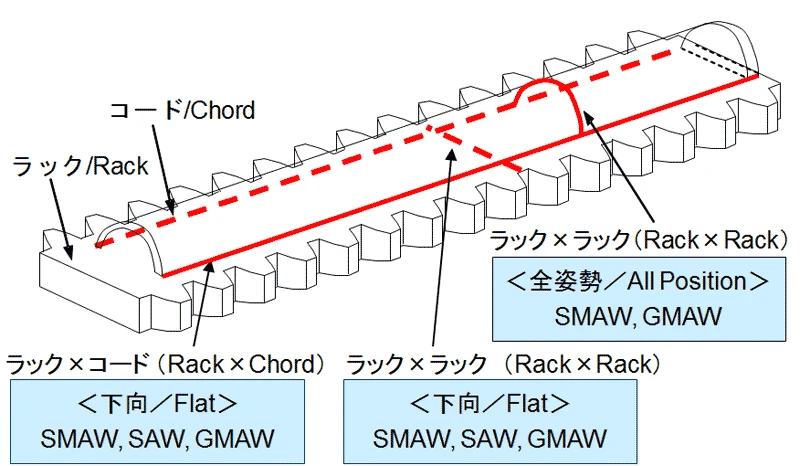
ジャッキアップリグの溶接施工例
780MPa級鋼用溶接材料
| 施工法 | 銘柄 | 適合規格 | 衝撃性能 / vEtemp. ≧47J |
備考 |
|---|---|---|---|---|
| SMAW |
LB-88LT
|
AWS A5.5 E11016-G JIS Z 3211 E7816-N5M4 L |
-60 ℃ | 極性:AC |
|
LB-80L
|
AWS A5.5 E11018-G H4 | -40 ℃ | 極性:DCEP | |
| SAW |
PF-H80AK /
US-80LT
|
AWS A5.23 F12A10-EG-G JIS Z 3183 S804-H4 |
-40 ℃ | 極性:AC |
|
PF-H80AS/
US-80LT
|
AWS A5.23 F11A10-EG-G | -40 ℃ | 極性:DCEP | |
| GMAW |
DW-A80L
|
AWS A5.29 E111T1-GM-H4 EN ISO 18276 -A- T69 4 Z P M 2 H5 |
-40 ℃ | シールドガス: Ar-CO2 全姿勢用 |
|
MX-A80L
|
AWS A5.29 E111T1-GM-H4 EN ISO 1876 -A- T69 6 Mn2.5ni M M3 H5 |
-60 ℃ | シールドガス: Ar-CO2 下向・横向用 |
|
|
MG-S88A
|
AWS A5.28 ER120S-G JIS Z 3312 G78A 6 U M N7M4T |
-40 ℃ | シールドガス: Ar-CO2 |
|
| GTAW |
TG-S80AM
|
AWS A5.28 ER110S-G JIS Z 3316 W78 A 6 N6C1M4 |
-60 ℃ | 極性:DCEP |
- ※はFAMILIARC™を、はTRUSTARC™を、はPREMIARC™を表しています。
フラックス入りワイヤ TRUSTARC™ DW-A80Lの特長

- シールドガスとしてAr-CO2を用いる全姿勢溶接用のチタニヤ系フラックス入りワイヤです。
- 溶接のままにおいて、-40℃程度までの低温で良好なじん性が得られます。
- 拡散性水素量を低く抑えており、耐割れ性に優れます。
- 海洋構造物、建設機械、圧力容器、橋梁などのHT780MPa級鋼の溶接に適します。
AWS A5.29 E111T1-GM-H4
EN ISO 18276-A-T69 4 Z P M 2 H5
船級:ABS, LR, DNV-GL, NK
溶着金属性能の一例
| 化学成分(%) | 拡散性水素量 (ml/100g) |
||||||
|---|---|---|---|---|---|---|---|
| C | Si | Mn | P | S | Ni | Mo | |
| 0.07 | 0.31 | 1.86 | 0.007 | 0.006 | 2.49 | 0.16 | 2.4 |
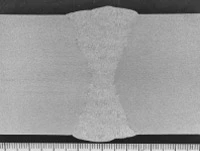
継手性能の一例
溶接条件
- 溶接姿勢
立向上進
- 溶接条件
200A-24V
- 鋼板
K-TEN780, 50t
- シールドガス
80%Ar+20%CO2
引張試験結果の一例
| 0.2%耐力 (MPa) |
引張強さ (MPa) |
伸び (%) |
|
|---|---|---|---|
| 1st | 738 | 817 | 24 |
| 2st | 736 | 811 | 23 |
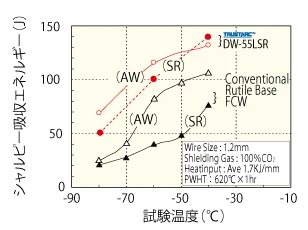
SRも可能、革新的高じん性FCW
TRUSTARC™ DW-55LSR / DW-A55LSR
特長
- -60℃までの低温じん性に優れ、熱処理によるじん性劣化を抑えた設計です。
- 全姿勢で優れた溶接作業性を有しています。
溶着金属性能の一例
| 銘柄 | 化学成分(%) | 拡散性水素量 (ml/100g) |
|||||
|---|---|---|---|---|---|---|---|
| C | Si | Mn | P | S | Ni | ||
DW-55LSR |
0.06 | 0.26 | 1.15 | 0.008 | 0.007 | 1.39 | 3.9 |
DW-A55LSR |
0.05 | 0.33 | 1.32 | 0.009 | 0.008 | 0.90 | 3.9 |
- ※はFAMILIARC™を、はTRUSTARC™を、はPREMIARC™を表しています。
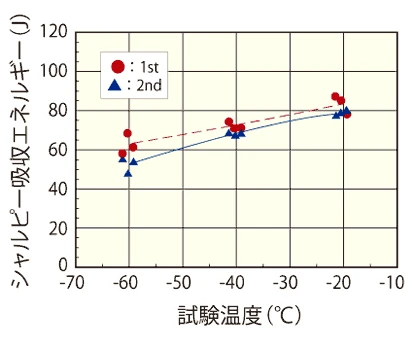
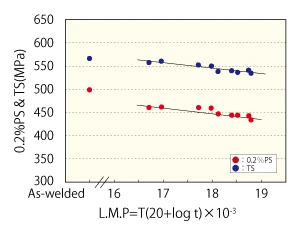
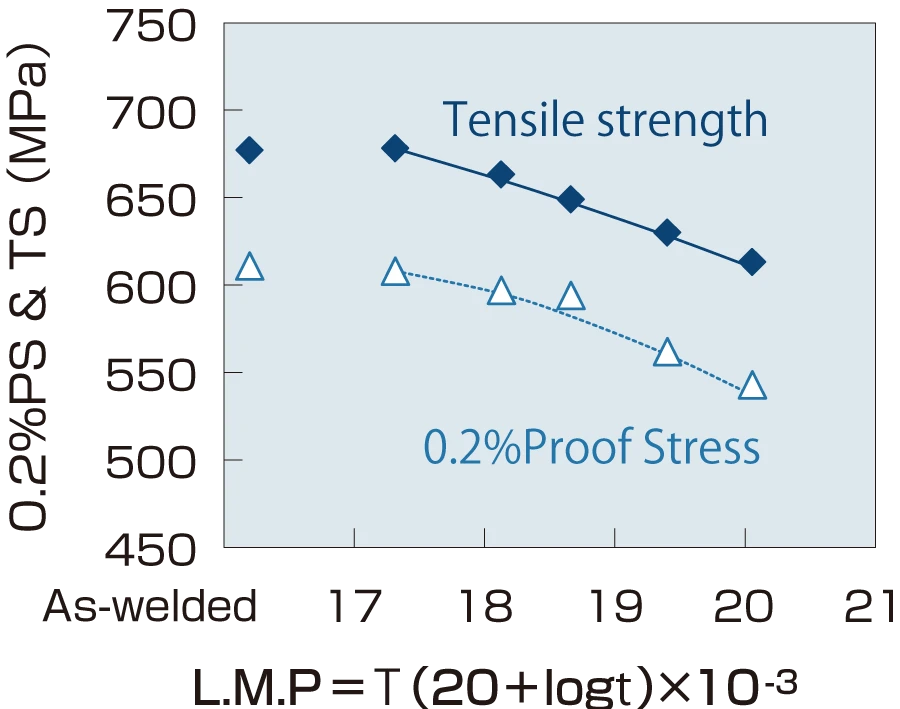
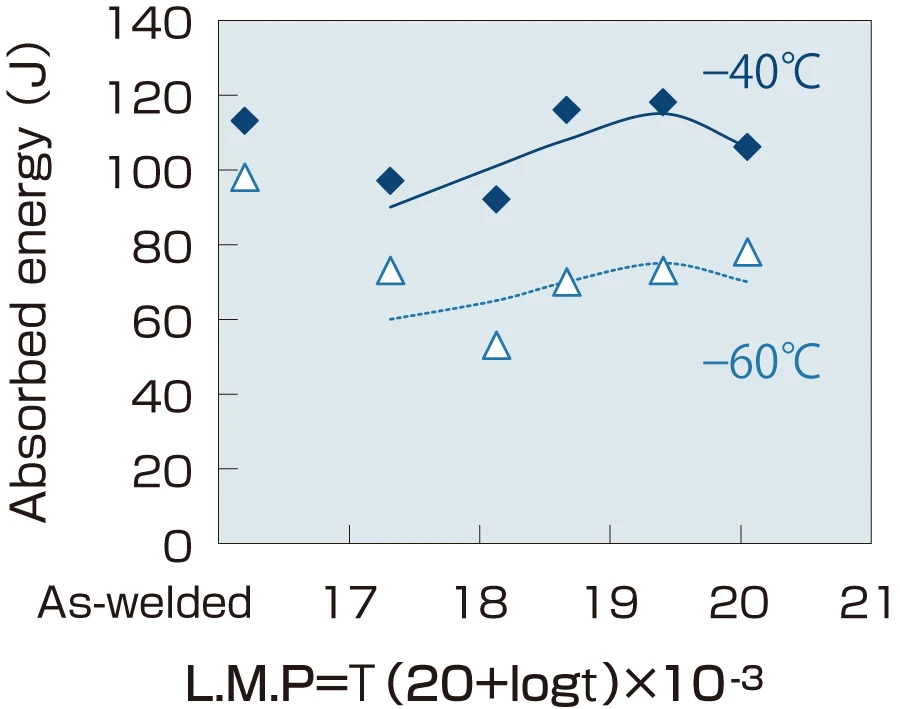
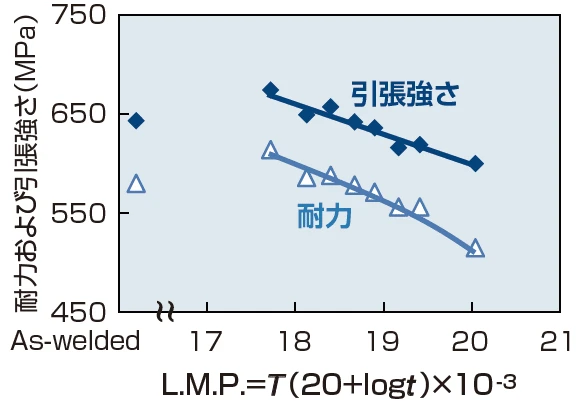
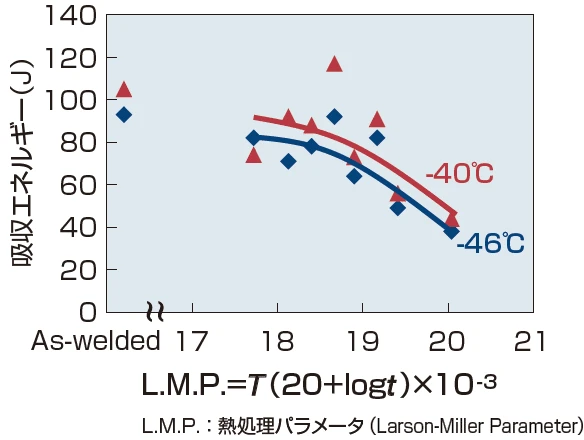
機械的性質の一例
SR可能な610MPa級鋼向け高じん性FCW
TRUSTARC™ DW-A62LSR
用途・特長

- 用途: 圧力容器・球形タンクなど
- 熱処理によるじん性劣化を抑制
- 優れた低温じん性 (溶接まま: -60℃, 熱処理後: -40℃)
- 全姿勢で優れた溶接作業性
AWS A5.29 E91T1-GM
溶着金属性能の一例
| 溶着金属の化学成分(%) | 拡散性水素量 (ml/100g) |
||||||
|---|---|---|---|---|---|---|---|
| C | Si | Mn | P | S | Ni | Others | |
| 0.05 | 0.14 | 1.29 | 0.007 | 0.008 | 2.59 | Mo, Ti, B | 3.9 |
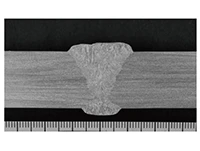
継手断面マクロの一例
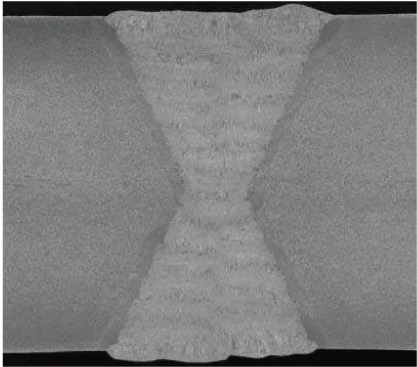
溶接条件
- 溶接姿勢
立向行進
- 電流-電圧
220A-24V
- 銅板
K-TEN610,60t
- シールドガス
80%Ar-20%CO2
NACE MR0175 / ISO 15156に対応
TRUSTARC™ DW-A61LSR
特長・用途

- 用途:海洋構造物・圧力容器など
- 低Ni設計(NACE対応:Ni 1%未満)
- 熱処理後も優れた低温じん性 (溶接まま:-50℃, 熱処理後:-40℃)
- 全姿勢で優れた溶接作業性
AWS A5.29 E91T1-GM
溶着金属性能の一例
| 溶着金属の化学成分(%) | 拡散性水素量 (ml/100g) |
||||||
|---|---|---|---|---|---|---|---|
| C | Si | Mn | P | S | Ni | Others | |
| 0.05 | 0.16 | 1.39 | 0.007 | 0.004 | 0.92 | Cu, Mo, Ti, B | 3.3 |
継手断面マクロ
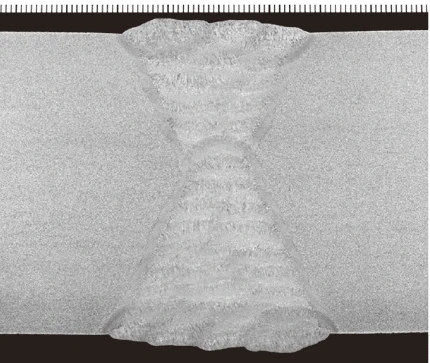
溶接条件
- 溶接姿勢
立向上進
- 電流-電圧
220A-23V
- 銅板
K-TEN610,60t
- シールドガス
Ar+20%CO2
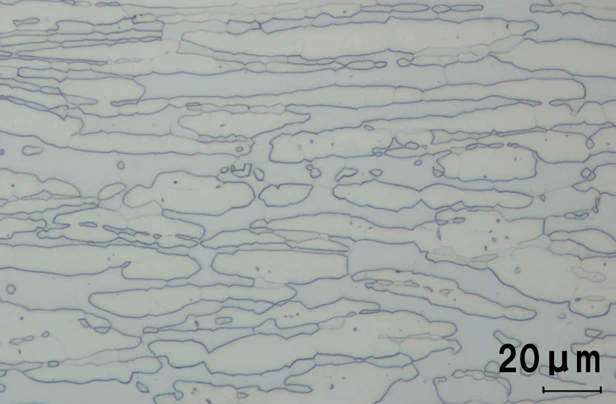
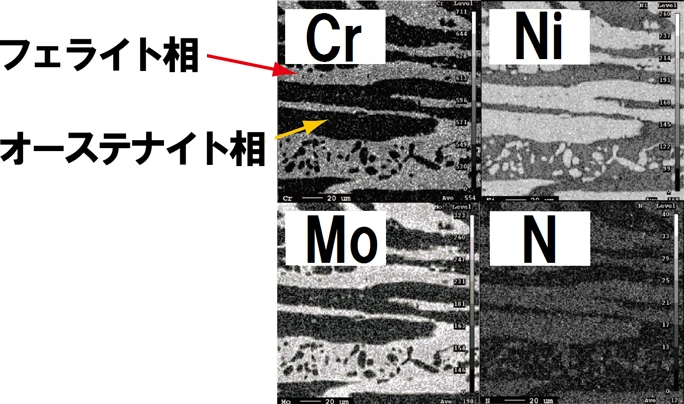
2相ステンレス鋼用溶接材料
2相ステンレス鋼とは
オーステナイト相とフェライト相を1:1の割合で含む組織であり、両者の特徴を併せ持つステンレス鋼です。

- 強度が高く、耐孔食性や耐応力腐食割れ性に優れています。
- 2相ステンレス鋼には様々な鋼種がありますが、スタンダード・スーパー・リーンの3種類に分類されます。
2相ステンレス鋼の分類と適用可能な溶接材料
| 分類 | 特長 | 溶接材料 / 代表鋼種 |
溶接法 | 品名 | ||
|---|---|---|---|---|---|---|
| FCAW | DW-2307 |
DW-2209/
DW-329AP
|
DW-2594 |
|||
| SMAW | - | NC-2209 |
NC-2594 |
|||
| GTAW | - |
TG-S2209
|
TG-S2594
|
|||
| リーン2相ステンレス鋼 | Ni, Mo含有量を低減した廉価鋼で、304(L)や316(L)の代替として使われています。 | UNS-S32101 | ◎ | ○ | ○ | |
| UNS-S32304 | ◎ | ○ | ○ | |||
| UNS S82122 | ◎ | ○ | ○ | |||
| スタンダード2相ステンレス鋼 | 最も一般的な2相ステンレス鋼で幅広い分野で使用されています。 | UNS S31803 | × | ◎ | ○ | |
| UNS S32205 | × | ◎ | ○ | |||
| SUS329J3L | × | ◎ | ○ | |||
| SUS329J4L | × | × | ○ | |||
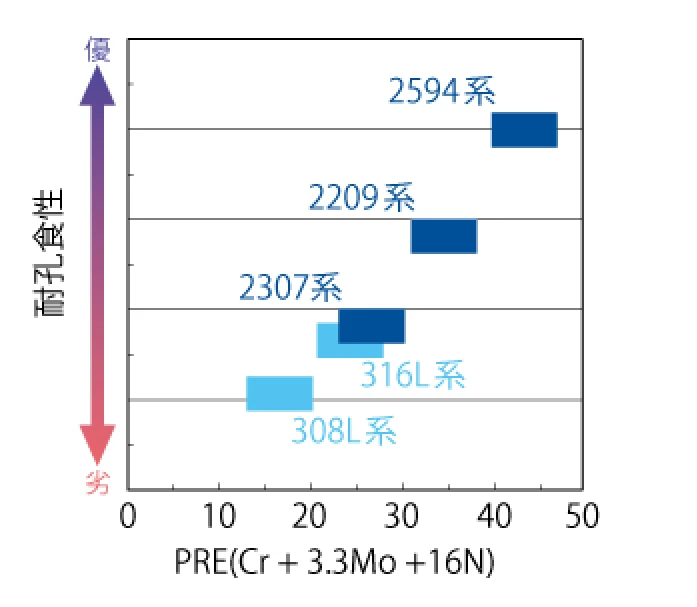
| スーパー2相ステンレス鋼 | PRE=Cr+3.3Mo+16N≧40で、耐孔食性が特に優れています。 | UNS S32750 | × | × | ◎ | |
| UNS S32760 | × | × | ◎ | |||
- ◎:適用可能な共金系溶接材料 ○:適用可能な溶接材料 ×:適用できない組合せ
製品ラインナップ
各種2相ステンレス鋼に対応した溶接材料を取り揃えています。
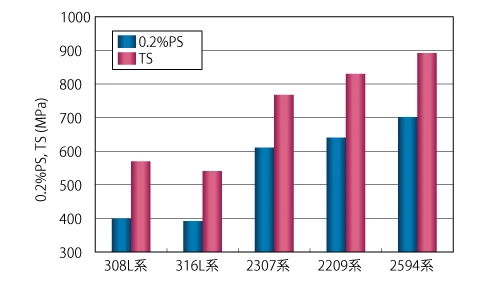
| 分類 | 品名 | 溶接法 | AWS規格 | 溶着金属化学成分の一例(mass.%) | PRE※ | 溶着金属機械的性能の一例 | |||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| C | Si | Mn | Ni | Cr | Mo | N | 0.2% 耐力 |
引張 強さ |
伸び | 吸収エネルギー | |||||
| (MPa) | (MPa) | (%) | (0℃, J) | ||||||||||||
| リーン2相ステンレス鋼 | DW-2307 |
FCAW | A5.22/A5.22M E2307T1-1/4 | 0.026 | 0.45 | 1.26 | 7.9 | 24.6 | 0.03 | 0.15 | 27.1 | 571 | 750 | 29 | 58 |
| スタンダード2相ステンレス鋼 | TG-S2209 |
GTAW | A5.9/A5.9M ER2209 | 0.008 | 0.39 | 1.67 | 8.7 | 22.7 | 3.10 | 0.16 | 35.5 | 598 | 773 | 39 | 270 |
NC-2209 |
SMAW | A5.4/A5.4M E2209-16 | 0.028 | 0.54 | 1.14 | 8.8 | 23.1 | 3.34 | 0.15 | 36.5 | 667 | 845 | 30 | 97 | |
DW-2209 |
FCAW | A5.22/A5.22M E2209T1-1/4 | 0.028 | 0.61 | 0.74 | 9.1 | 22.7 | 3.30 | 0.13 | 35.6 | 639 | 820 | 28 | 73 | |
DW-329AP |
FCAW | A5.22/A5.22M E2209T1-1/4 | 0.024 | 0.63 | 0.80 | 9.2 | 23.0 | 3.49 | 0.13 | 36.6 | 643 | 832 | 28 | 55 | |
PF-S1D/ US-2209 |
SAW | A5.9/A5.9M ER2209(Wire) | 0.021 | 0.31 | 1.56 | 8.9 | 23.0 | 3.28 | 0.15 | 35.9 | 618 | 798 | 29 | 69 | |
| スーバー2相ステンレス鋼 | TG-S2594 |
GTAW | A5.9/A5.9M ER2594 | 0.019 | 0.44 | 0.57 | 9.3 | 25.0 | 3.82 | 0.28 | 42.0 | 721 | 870 | 31 | 286 |
NC-2594 |
SMAW | A5.4/A5.4M E2594-16 | 0.035 | 0.55 | 0.66 | 9.8 | 26.6 | 3.86 | 0.25 | 43.3 | 750 | 935 | 28 | 55 | |
DW-2594 |
FCAW | A5.22/A5.22M E2594T1-1/4 | 0.026 | 0.50 | 1.18 | 9.6 | 25.7 | 3.79 | 0.24 | 42.0 | 712 | 905 | 27 | 55 | |
- ※PRE=Cr + 3.3Mo +16N, mass%
優れた耐食性と強度特性
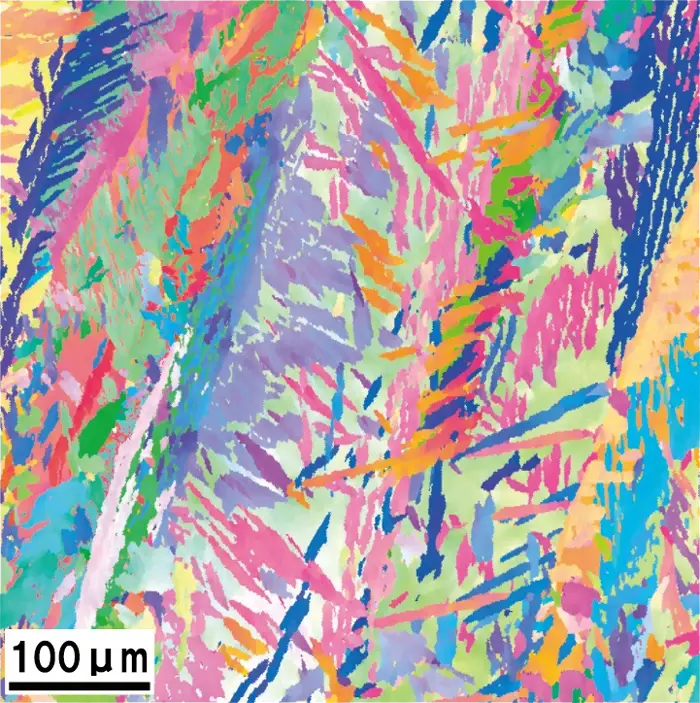
優れた溶接性
耐気孔欠陥性に優れており、健全な溶接継手が得られます。

母材:S31803(20t)
姿勢:横向(2G)
母材:S32760(20t)
姿勢:縦向上進(3G)
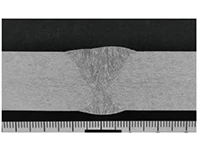
母材:S32304(20t)
姿勢:下向(1G)
溶接材料一覧
- ※製品を使用される前に、必要な性能を満たすかご確認下さい。
- ※銘柄名の後の(SR)はAW及びSRともに使用可能であることを示します。ほかはAWのみに使用できます。
フラックス入りワイヤ
100%CO2
| TS (MPa) min. | 490 | 520 | 550 | 610 | 670 | |
|---|---|---|---|---|---|---|
| PS (MPa) min. | 350 | 400 | 420 | 500 | 550 | |
| vE (J) min. | 35 | 40 | 42 | 50 | 55 | |
| Service temperature ( ℃) |
-20 | DW-50 |
DW-55L |
DW-62L | DW-67E | |
| -40 | DW-55E |
|||||
| -50 | DW-50LSR(SR) |
DW-55LSR(SR) |
DW-55LSR |
- | ||
| -60 | DW-55L |
|||||
Ar-20%CO2
| TS (MPa) min. | 490 | 520 | 550 | 610 | 670 | 700 | |
|---|---|---|---|---|---|---|---|
| PS (MPa) min. | 350 | 400 | 420 | 500 | 550 | 690 | |
| vE (J) min. | 35 | 40 | 42 | 50 | 55 | 69 | |
| Service temperature ( ℃) |
-20 | DW-A50 |
DW-A81Ni1 DW-A62LSR(SR) |
DW-A61LSR(SR) DW-A65L DW-A65Ni1 |
DW-A70L |
DW-A80L |
|
| -40 | DW-A55E DW-A55ESR(SR) |
||||||
| -50 | DW-A55L MX-A55Ni1 MX-A55T |
DW-A55L DW-A55LSR(SR) MX-A55Ni1 MX-A55T |
DW-A81Ni1 |
DW-A61LSR |
MX-A80L |
||
| -60 | DW-A55L DW-A55LSR DW-A62LSR MX-A55Ni1 MX-A55T |
DW-A62L DW-A62LSR MX-A62L |
|||||
被覆アーク溶接棒(DC)
| TS (MPa) min. | 490 | 520 | 550 | 610 | 670 | 770 | |
|---|---|---|---|---|---|---|---|
| YS (MPa) min. | 350 | 400 | 420 | 500 | 550 | 690 | |
| IV (J) min. | 35 | 40 | 42 | 50 | 55 | 69 | |
| Service temperature ( ℃) |
-20 | LB-52(SR) LB-52-18 |
LB-57 |
LB-62UL LB-62(SR) LB-62U(SR) |
LB-106 |
||
| -40 | LB-52U LB-7018-1 |
LB-55NS(SR) |
LB-67L(SR) LB-67LJ |
LB-70L | |||
| -60 |
LB-52NSU(SR) |
– | |||||
被覆アーク溶接棒(AC)
| TS (MPa) min. | 490 | 520 | 550 | 610 | 670 | 770 | |
|---|---|---|---|---|---|---|---|
| YS (MPa) min. | 350 | 400 | 420 | 500 | 550 | 690 | |
| IV (J) min. | 35 | 40 | 42 | 50 | 55 | 69 | |
| Service temperature ( ℃) |
-20 | LB-52(SR) LB-52-18 |
LB-57(SR) |
LB-62UL LB-62(SR) LB-62(SR) |
LB-106 |
LB-80UL LB-116 |
|
| -40 | LB-52U(SR) |
LB-52NSU(SR) |
LB-62L(SR) |
LB-Y75 |
LB-88LT |
||
| -60 | LB-52NSU(SR) |
||||||
- ※TRUSTARC™ LB-52U, LB52NSU および TRUSTARC™ LB-62U:裏波溶接用です。
サブマージアーク溶接(DCEP)
| TS (MPa) min. | 490 | 520 | 610 | 670 | 770 | |
|---|---|---|---|---|---|---|
| YS (MPa) min. | 350 | 400 | 500 | 550 | 690 | |
| IV (J) min. | 35 | 40 | 50 | 55 | 69 | |
| Service temperature ( ℃) |
-20 | PF-H55AS / US-36J(SR) |
PF-H55AS / US-36J PF-H58AS / US-36J |
PF-H80AK / US-56B |
PF-H80AS / US-255 |
PF-H80AS / US-80LT |
| -40 | ||||||
| -60 | PF-H62AS / US-2N |
– | ||||
サブマージアーク溶接(AC)
| TS (MPa) min. | 490 | 520 | 550 | 610 | 670 | 770 | |
|---|---|---|---|---|---|---|---|
| YS (MPa) min. | 350 | 400 | 420 | 500 | 550 | 690 | |
| IV (J) min. | 35 | 40 | 42 | 50 | 55 | 69 | |
| Service temperature ( ℃) |
-20 | PF-H55LT / US-36(SR) |
MF-38 / US-49A(SR) |
MF-38 / US-40 |
PF-H80AK / US-255 |
PF-H80AK / US-80LT |
|
| -40 | PF-H55S / US-49A(SR) |
PF-H55S / US-40 PF-H80AK / US-56B |
|||||
| -60 | PF-H55LT / US-36 PF-H55LT / US-36J(SR) |
PF-H55LT / US-36J |
PF-H80AK / US-56B(SR) PF-H55S / US-2N(SR) |
||||
- MF-38: Fused type flux
- TRUSTARC™ PF-H: Bonded type flux
TIG溶接
| TS (MPa) min. | 490 | 520 | 550 | 610 | 670 | 770 | |
|---|---|---|---|---|---|---|---|
| YS (MPa) min. | 350 | 400 | 420 | 500 | 550 | 690 | |
| IV (J) min. | 35 | 40 | 42 | 50 | 55 | 69 | |
| Service temperature ( ℃) |
-20 | TG-S50(SR) TG-S51T(SR) |
TG-S62(SR) |
TG-S80AM(SR) |
|||
| -30 | TG-S60A(SR) |
||||||
| -40 | TG-S1MT TG-S1N |
||||||
| -60 | |||||||
お問い合わせ
フォームでのお問い合わせを受け付けております。まずはお気軽にご相談ください。
- 無料で資料をダウンロードいただけます。