造船

神戸製鋼所 溶接事業のスタートは造船です。日本造船業の生産性向上・合理化のため施工法・溶接材料の開発・提案し続けています。
目次
造船の自動化・高能率化ソリューション
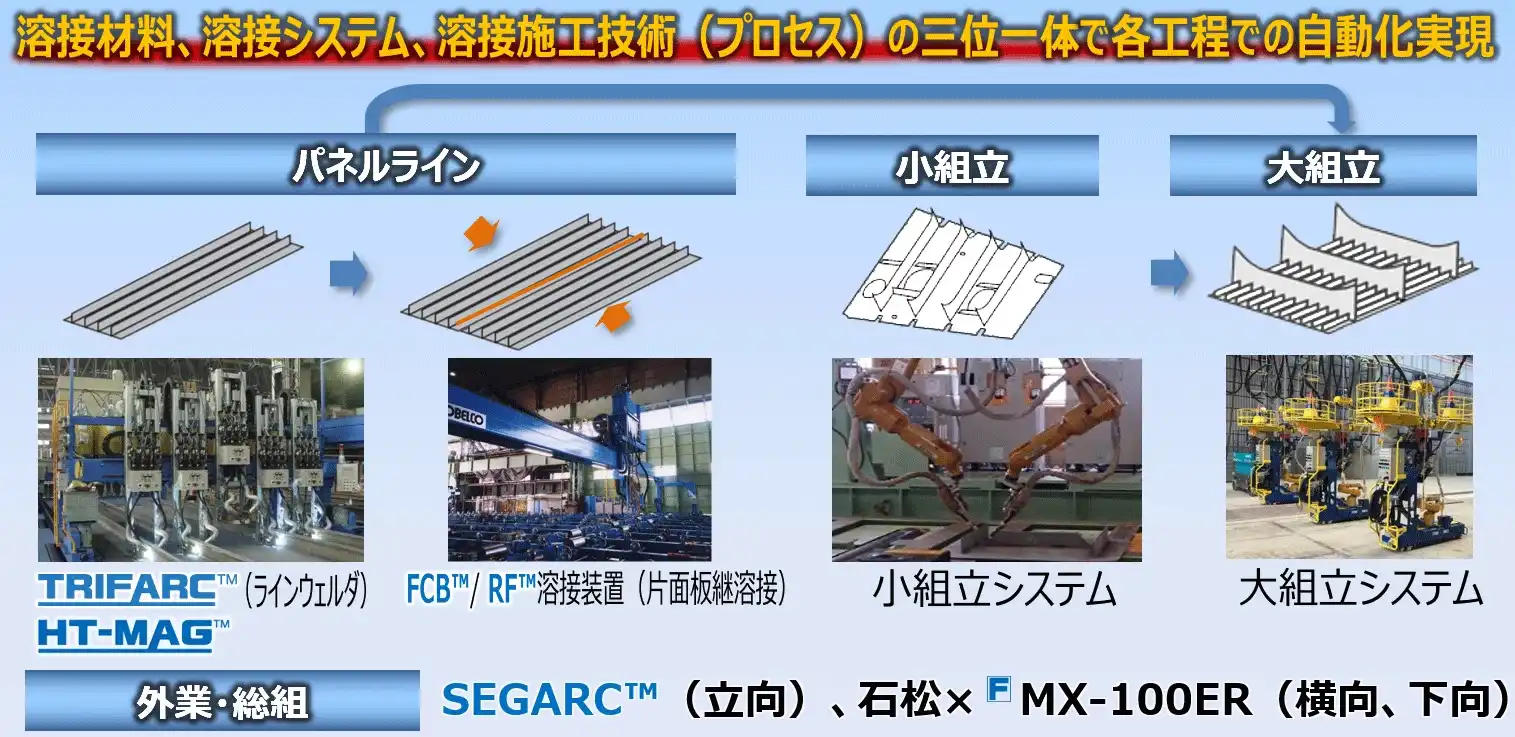
造船溶接工程における自動化メニュー
溶接材料、システム、施工技術(溶接プロセス)の三位一体で各工程での溶接自動化を実現します。
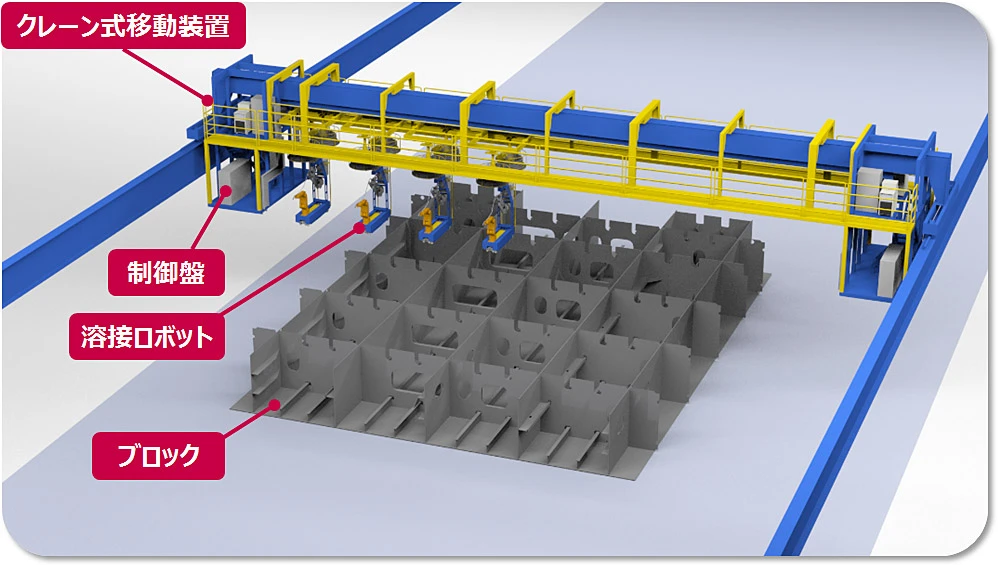
大組立ロボットシステム
- 狭いスペースで作業可能な小型ロボット ARCMAN™ A30Sと自動位置決め装置を搭載したロボットキャリー
- ロボット教示時間を大幅短縮する専用3D CAD連携自動教示ソフトが1ブロック約400本の継手の教示データを約3分で作成
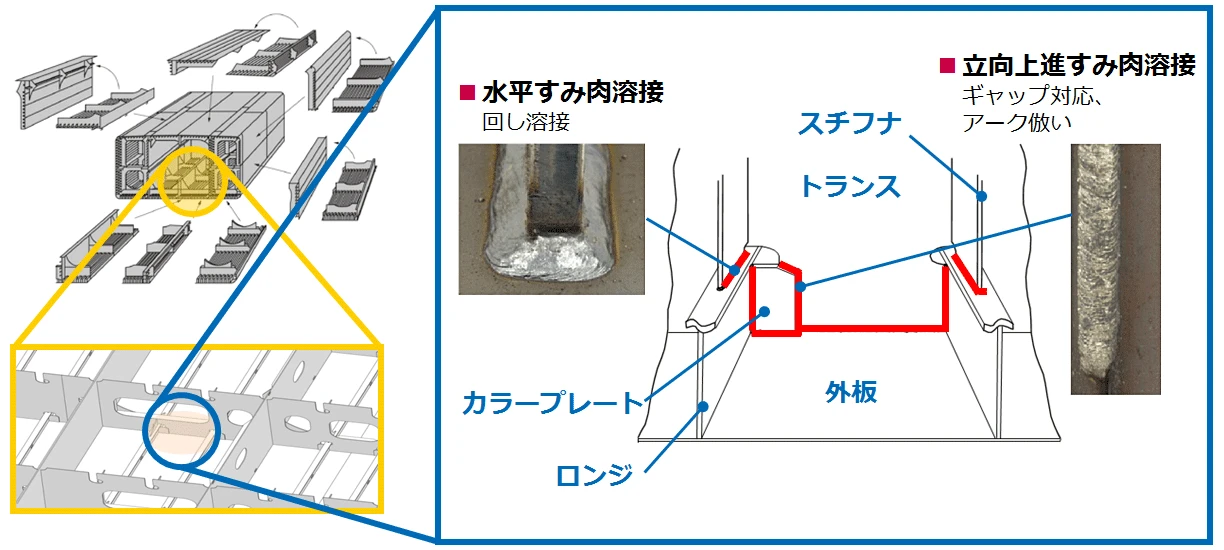
- 専用ワイヤ FAMILIARC™ DW-100Rは耐ギャップ性良好で立向上進溶接を効率化。全姿勢溶接が可能。回し溶接も可能で自動化率アップ。
システム構成
大組立ロボットシステムの適用部位
紹介映像

大組立ロボットシステム専用フラックス入りワイヤ FAMILIARC™ DW-100R

高能率な立向上進溶接と水平すみ肉溶接での美麗なビード外観を両立
TRIFARC™法 (高速3電極Tandem One Pool法)

高能率化に貢献
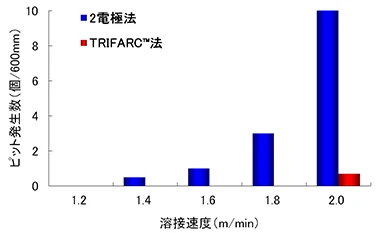
- 最大溶接速度が大幅に向上(2m/minを達成)
対シングル比:2倍、対2電極法:1.3倍⇒溶接時間の低減、加工能力の向上
- 気孔欠陥発生量が大幅に低減
- 磁気吹きが軽減
⇒手直し工程の削減
- 溶込み深さが大きい
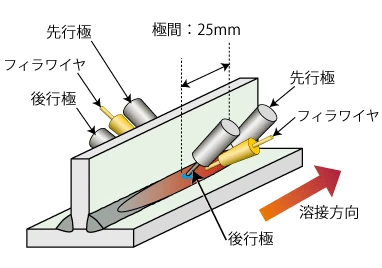
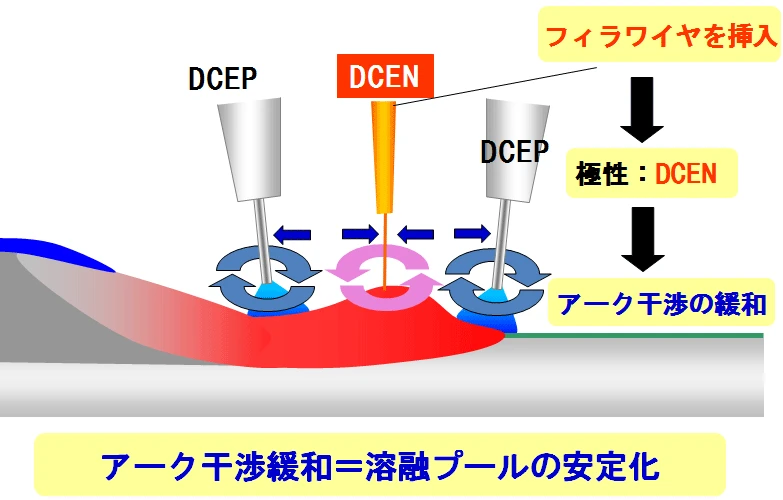
トーチ配置と機構
先行極、後行極:FAMILIARC™MX-200HS フィラワイヤ:FAMILIARC™MG-1HS
ビード外観および形状の一例
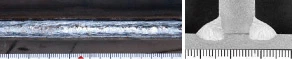
溶接条件
| L極 | 560A-38V |
|---|---|
| T極 | 440A-36V |
| フィラワイヤ | 極性DCEN、電流80A |
| 溶接速度 | 2m/min |
ハイブリッドタンデムマグ(HT-MAG™)法
HT-MAG™の構成
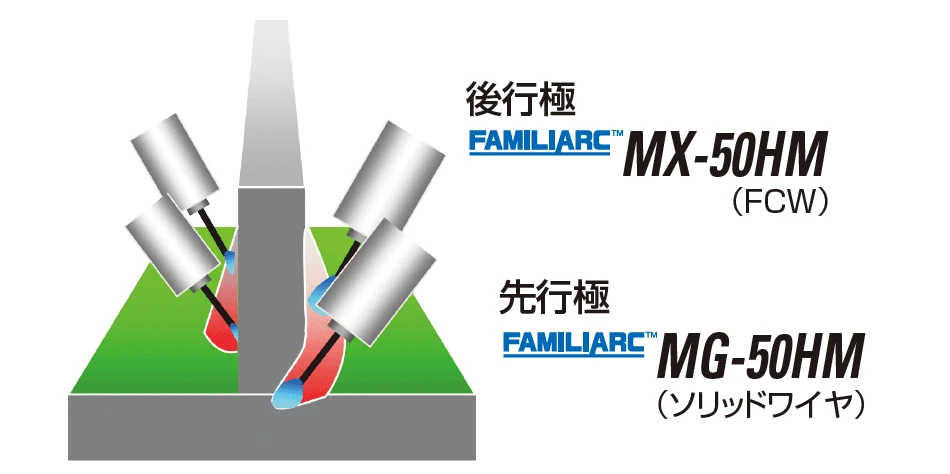
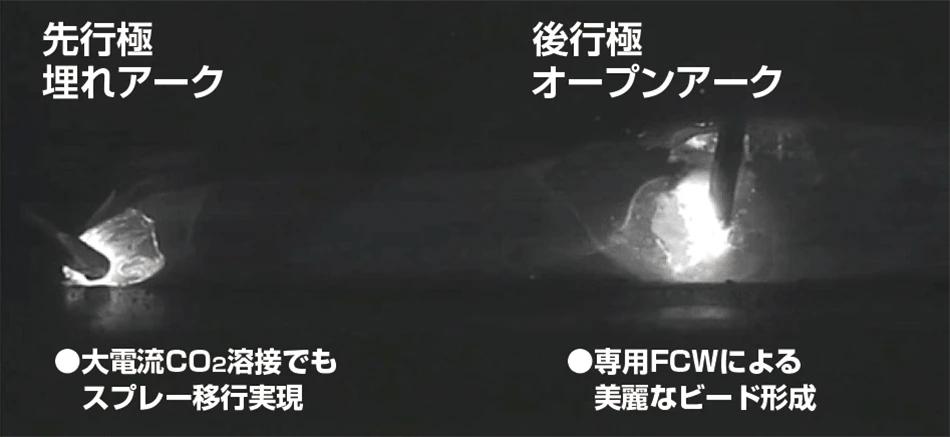
HT-MAG™の特長
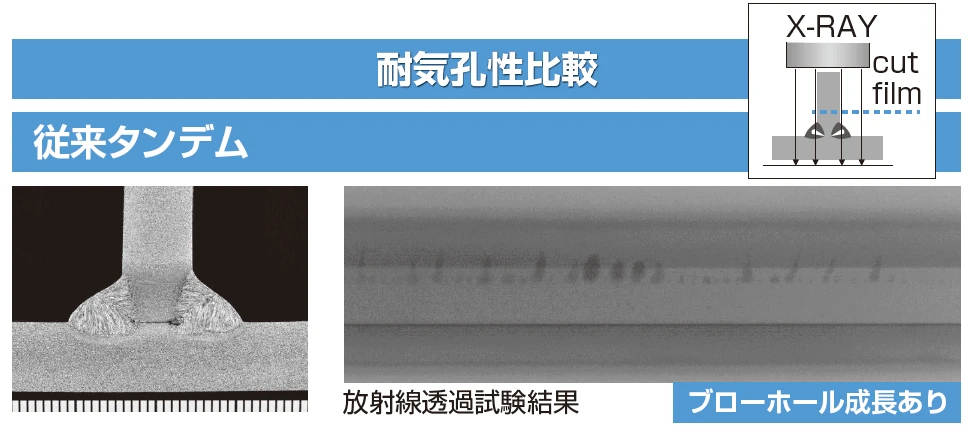
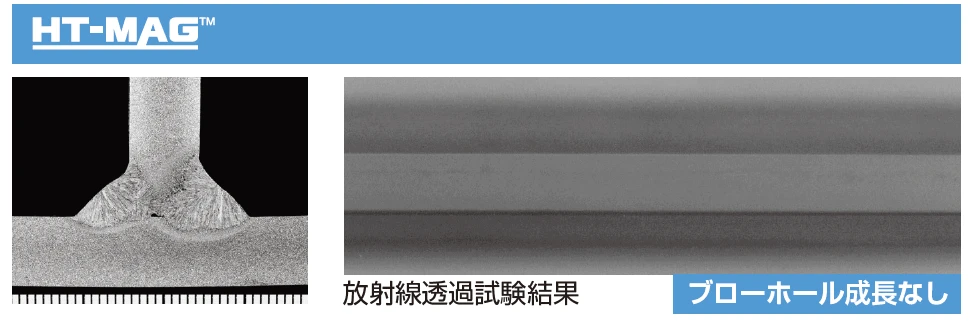
- 先行極埋れアークによる深溶込みでプライマ鋼板においても気孔欠陥を大幅低減
- 大電流CO2溶接でも低スパッタ
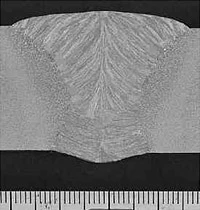
FCB™溶接装置

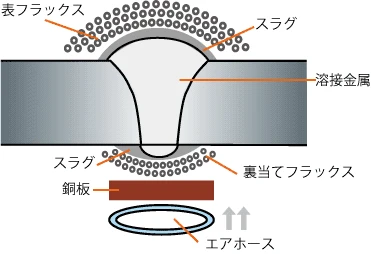
- 板厚
25mm
- 施工法
4電極FCB™ 片面SAW
- 溶接速度
800mm/min.
特長
- 高電流域で裏ビードが安定
- 板厚10mm~40mmに適応可(3電極:35mm、4電極:40mm)
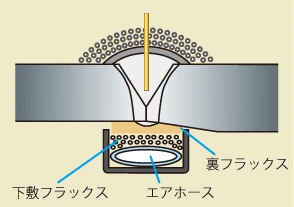
RF™溶接装置

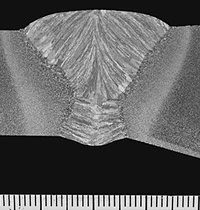
特長
- 銅板裏面とフラックスの審着性がよく、目違い、サービン継手、薄板に最適
溶接条件例
| 板厚 | 20mm×50mm |
|---|---|
| サーピン角 | 3倍サーピン |
| L極 | 1400A-26V |
| T1極 | 1000A-40V |
| T2極 | 1100A-46V |
| 溶接速度 | 80cm/min |
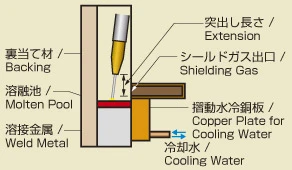
SEGARC™法

- 高能率立向上進溶接法
- 溶接速度が180g/min (380A)と非常に高能率
- 鉛直(垂直)溶接に加え、傾斜溶接も可能
- オシレート装置(別売)を取り付けることにより、板厚65mmまで1パス溶接が可能

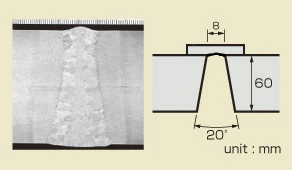
溶接条件
| 電流 (A) |
電圧 (V) |
溶接速度 (mm/min) |
入熱量 (KJ/cm) |
|---|---|---|---|
| 400 | 43 | 26 | 397 |
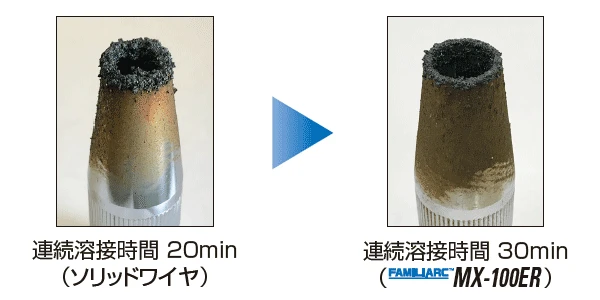
石松×FAMILIARC™ MX-100ERによる横向溶接自動化
効果と特長
- 石松の専用パラメータにより、最適な溶接条件で優れたビード外観を実現
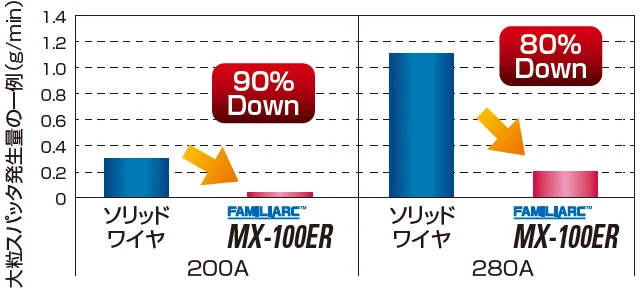
- スパッタ発生量を低減し、ノズル清掃・交換頻度削減とシールド不良のリスクを低減
- スラグ発生量が少なく、2~3パスの連続溶接が可能
船級認定
| NK | ABS | BV | DNV-GL | LR |
|---|---|---|---|---|
| KSW53Y40G(C)H5 | 3Y400SAH5 | SA3Y40MH5 | ⅢY40MS (H5) | 3Y40H5 |
少ないスパッタ発生量
横向溶接において各層の連続溶接が可能

FAMILIARC™ MX-100ER
横向溶接
- 板厚
32mm
- ワイヤ径
1.2mmφ
- 積層
9層34パス
- 平均入熱量
0.8kJ/mm
造船所での適用事例動画はこちら
【溶接製品紹介】造船での高品質な横向自動溶接
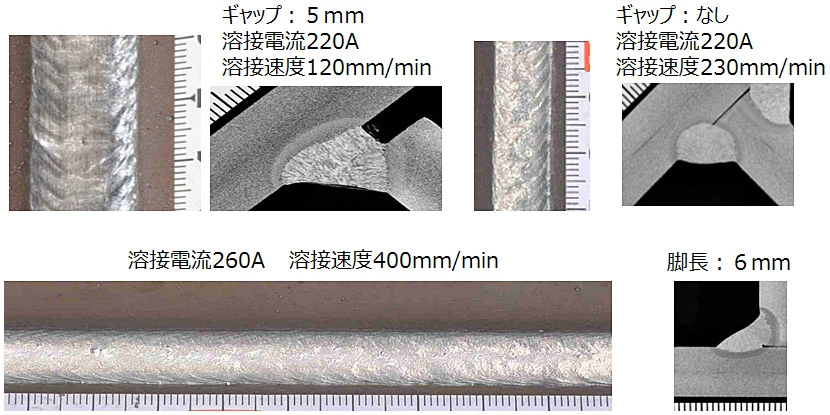
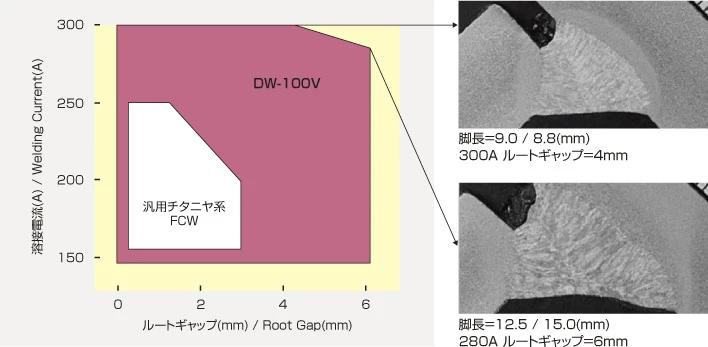
立向作業性抜群のフラックス入りワイヤ FAMILIARC™ DW-100V
特長
- 高電流(250~300A)立向上進すみ肉溶接が可能
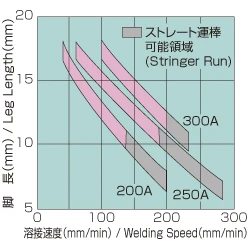
- ストレート運棒で立向上進すみ肉溶接が可能
- 最大約8mmルートギャップでも立向上進すみ肉が可能
溶接速度と脚長の関係
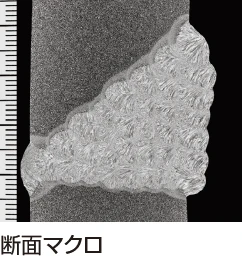
立向上進すみ肉溶接断面一例
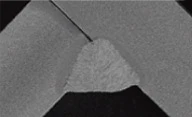
溶接条件:230A-360mm/min
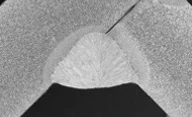
溶接条件:250A-320mm/min

溶接条件:280A-200mm/min
Root Gapと立向上進すみ肉溶接可能な溶接電流域
規格と認定
| 材料規格 | 船級認定 | |
|---|---|---|
| JIS | AWS | NK, ABS, LR, DNV, BV, GL, CCS |
| Z 3313 T 49J 0 T1-1 C A-U | A5.20 E71T-1C | |
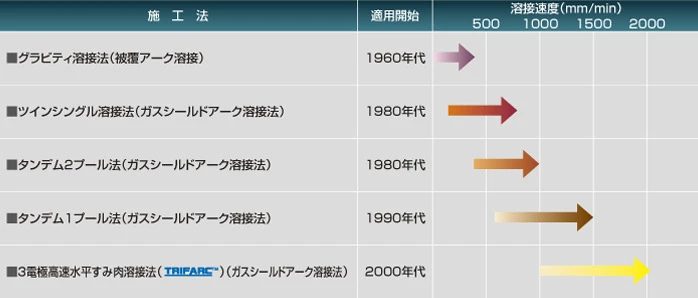
水平すみ肉溶接の歴史と効率化提案
水平すみ肉溶接工法溶接速度の推移
シングルすみ肉溶接用ワイヤ一覧
大脚長溶接かつビード形状が良好なシングル溶接用ワイヤ FAMILIARC™MX-200F
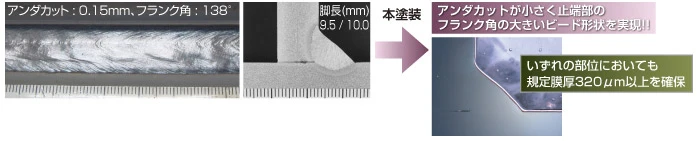
- 脚長5~9mmまでの広範囲な溶接が可能
- 大脚長溶接時にフラットなビード形状が得られる
- 上脚のアンダカットが小さく、塗装性に優れる
- ※本ワイヤは、日本海事協会殿、新来島どっく殿、神戸製鋼所との共同研究体制により研究を実施するとともに、日本海事協会殿の「業界要望による共同研究」のスキームにより研究支援を受けて開発しております。
大脚長かつ高溶着速度なシングルすみ肉溶接用ワイヤ FAMILIARC™MX-50H

- 脚長5~9mmまでの広範囲な溶接が可能
- 大脚長溶接時にフラットなビード形状が得られる
- スラグ剥離性に優れ光沢のあるビード外観が得られる
- 耐気孔性に優れる
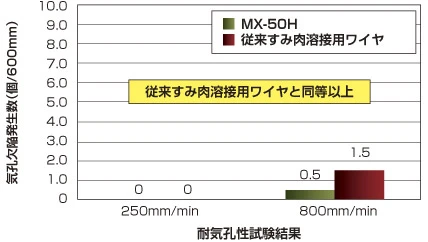
銅版板厚12mmt. 無機ジンクフライマ膜厚:30μm
小組~大組ステージの溶接 施工・材料の提案
| 部材と継手 | 溶接姿勢 | 溶接方法 | 代表的溶接材料 | 備考 | |
|---|---|---|---|---|---|
 |
ビルトアップロンジ | 水平 | MAG溶接 |
MX-(Z)200
|
簡易台車等 |
|
MX-200H (X2)
|
ツインタンデム1プール法 | ||||
|
MX-200HS (x2) /
MG-1HS
|
- ※はFAMILIARC™を、はTRUSTARC™を、はPREMIARC™を表しています。
| No. | 部材と継手 | 溶接姿勢 | 溶接方法 | 代表的溶接材料 | 備考 | |
|---|---|---|---|---|---|---|
 |
① | 平板突合せ | 下向 | 両面SAW |
US-36
PF-H55E,
US-36
PF-H52
|
|
| ② | スチフナ等のすみ肉 | 水平 | MAG溶接 |
MX-(Z)200,
MX-50H,
DW-200
|
簡易台車 | |
| 被覆アーク |
LT-B50,
LT-B52A
|
グラビティ | ||||
 |
③ | 水平・立向 | MAG溶接 |
DW-(Z)100,
|
自動ロボット | |
 |
④ | 下向 |
US-36 /
PF-I55E,
PF-H55EM
|
ワイヤ及び表フラックス | ||
|
PF-I50R
|
裏フラックス | |||||
|
US-36 /
PF-I55E
|
ワイヤ及び表フラックス | |||||
|
RF-1 /
No.1296
|
裏フラックス / 下敷きフラックス |
|||||
| ⑤ | 水平 | MAG溶接 |
MX-(Z)200
|
簡易台車 | ||
|
MX-200H (x2)
|
ツインタンデム1プール法 | |||||
|
MX-200HS(x2) /
MG-1HS
|
||||||
 |
⑥ | 水平・立向 | MAG溶接 |
DW-(Z)100
|
自動ロボット | |
|
DW-(Z)100,
|
半自動 | |||||
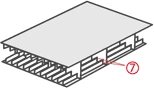 |
⑦ | ダブルハル内部 | 水平・立向 | MAG溶接 |
DW-(Z)100
|
半自動 |
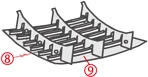 |
⑧ | 曲がり板突き合せ | 下向 | 片面SAW |
US-36 /
PF-I52E /
FA-B1 /
RR-2
|
FAB |
| 片面MAG |
DW-(Z)100 /
FB-B3T
|
半自動 | ||||
| 片面MAG |
MG-50D /
FB-B3A
|
自動溶接 | ||||
| ⑨ | 曲がりロンジすみ肉 | 水平 | MAG溶接 |
MX-(Z)200
|
簡易台車 |
- ※はFAMILIARC™を、はTRUSTARC™を、はPREMIARC™を表しています。
外業ステージの溶接(ばら積み船)の溶接施工・材料の提案
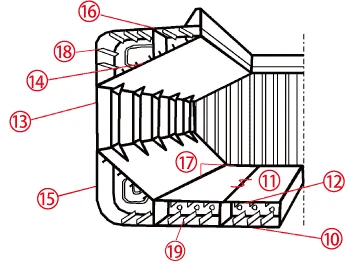
| No. | 部材と継手 | 溶接姿勢 | 溶接方法 | 代表的溶接材料 | 備考 |
|---|---|---|---|---|---|
| ⑩ | 船底外板 突き合せ |
下向 | 片面MAG |
DW-(Z)100 / FB-B3T
|
半自動 |
| ⑪ | タンクトップ 突き合せ(シーム) |
下向 | 片面SAW |
US-36 /
PF-I52E /
FA-B1 /
RR-2
|
FAB |
| 片面MAG |
DW-(Z)100 /
FB-B3T
|
半自動 | |||
| 片面MAG |
MG-50D /
FB-B3A
|
MAG自動 | |||
| ⑫ | タンクトップ 突き合せ(バット) |
下向 | 片面MAG +SAW |
DW-(Z)100 /
FB-B3T + US-36 /
PF-H55E
|
半自動 +自動 |
| 片面MAG |
DW-(Z)100 /
FB-B3T
|
半自動 | |||
| ⑬ | 側外板突き合せ | 立向 | エレガス |
DW-S43G /
KL-4
|
|
| 片面MAG |
DW-(Z)100 /
FB-B3T
|
半自動 | |||
| ⑭ | トップサイドタンク 突き合せ |
下向 | 片面MAG |
DW-(Z)100 /
FB-B3T
|
半自動 |
| ⑮ | ビルジホッパー 突き合せ |
立向 | 片面MAG |
DW-(Z)100 /
FB-B3T
|
半自動 |
| ⑯ | ハッチコーミングレールすみ肉 (ステンレスレール) |
水平 | MAG溶接 |
DW-309,
DW-309LP
|
半自動 |
| マグ |
DW-309,
DW-309LP
|
簡易台車 | |||
| ⑰ | 上甲板 突き合せ(バット) |
下向 | 片面MAG + 両面SAW |
DW-(Z)100 /
FB-B3T
+ US-36 /
PF-H55E
|
半自動 +自動 |
| ⑱ | タンクトップすみ肉 | 水平 | MAG溶接 |
DW-(Z)100
|
半自動 |
|
MX-Z200
|
簡易台車 | ||||
| ⑲ | ロンジ突き合せ | 下向 | 片面MAG |
DW-(Z)100 /
FB-B3T
|
半自動 |
- ※はFAMILIARC™を、はTRUSTARC™を、はPREMIARC™を表しています。
お問い合わせ
フォームでのお問い合わせを受け付けております。まずはお気軽にご相談ください。
- 無料で資料をダウンロードいただけます。