Manufacturing Process for Forged Products (Crankshafts)
Overview of Manufacturing Process for Forged Products (crankshafts)
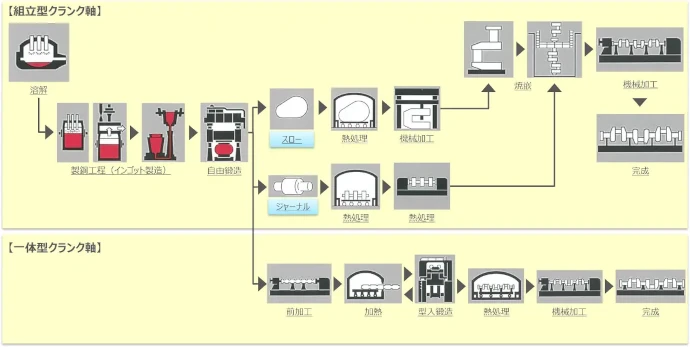
Typical Manufacturing Process

- (1) Melting
Scrap is electrically heated to approximately 1600°C and melted.
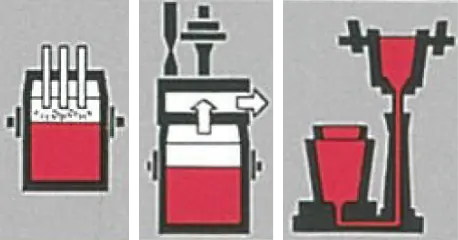
- (2) Steelmaking
-
- Ladle refining: Impurities are removed from the molten iron, and alloying elements are added to achieve the desired steel properties.
- Ingot Making: The molten steel is poured into molds to form ingots—solid blocks of steel.
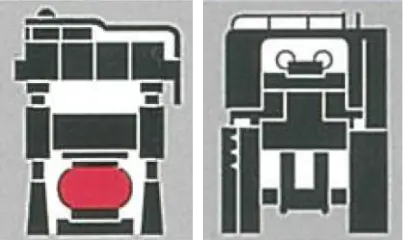
- (3) Forging
-
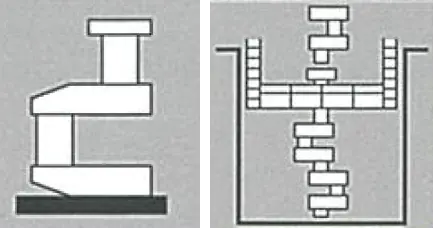
- Open-die forging: Large presses are used to forge and shape steel.
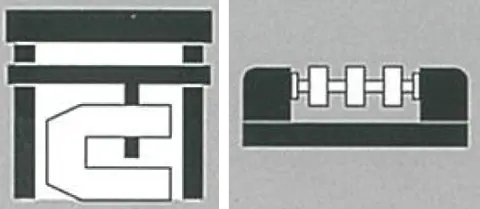
- RR forging (solid crankshafts): Specific sections of round bar stock are locally heated, then compressed and formed into shape using the world’s only RR forging machine.
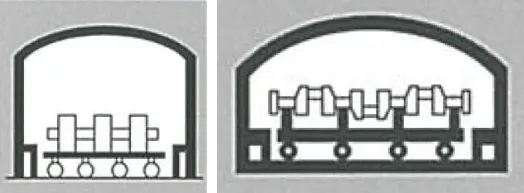
- (4) Heat treatment
The forged part is heated to a specified temperature and rapidly cooled to achieve the required properties, such as hardness and toughness, according to customer specifications.
- (5) Individual machining
The forged crankshaft components (throws and journals) are machined into their final shapes. At this stage, the journal is intentionally machined several millimeters larger than the hole in the throw.
- (6) Shrink fitting
The throw is heated to expand the hole, allowing the journal to be inserted. As the throw cools and contracts, it forms a tight, interference fit with the journal.

- (7) Finish Machining
To ensure smooth operation within the engine, the crankshaft is precision-machined to tolerances of 0.01 mm, then hand-polished for a flawless finish.
Contact Us
You can reach us by clicking the inquiry button.