チタンの圧延工程
圧延工程の概要
2つあるいは複数の回転するロールの間に材料をはさみ、大きな圧力を加えて材料を延ばす加工法です。
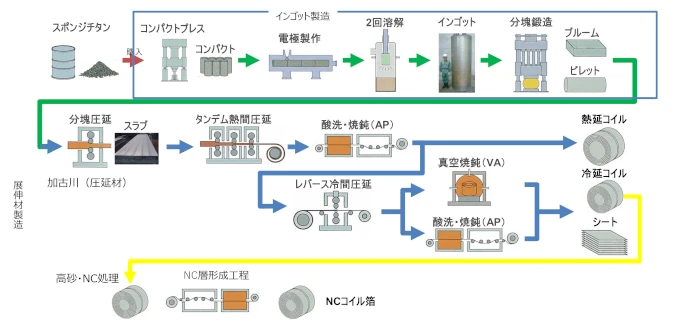
代表的な製造工程
チタンの溶解・分塊鋳造
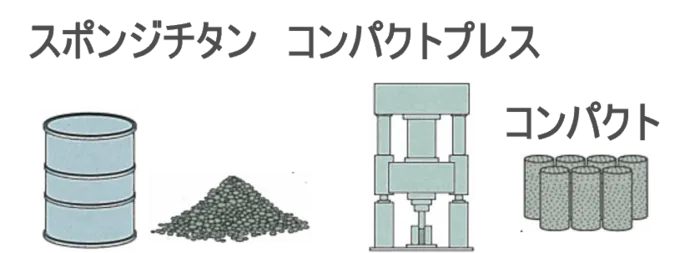
- ① チタンスポンジのコンパクト化
原料となるチタンスポンジをプレス機で圧縮します
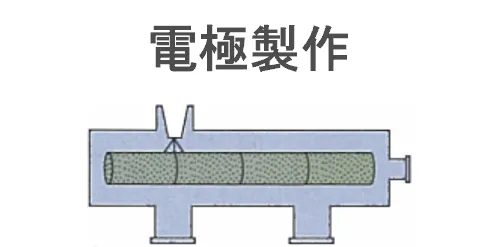
- ② 電極制作
コンパクトにしたスポンジを溶接し電極を作成します
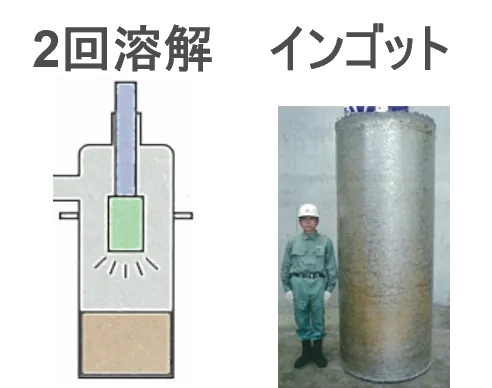
- ③ 溶解・インゴットの鋳造
電極式アーク溶解法によりインゴットを鋳造します
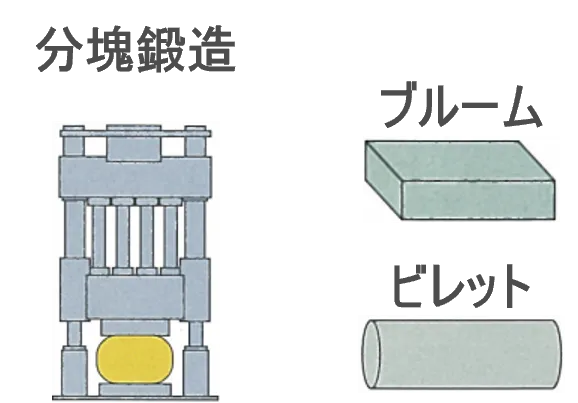
- ④ 分塊鍛造
鋳造したインゴットをプレス機で「ブルーム」「ビレット」に成型します
圧延・焼鈍・加工(熱延コイル)
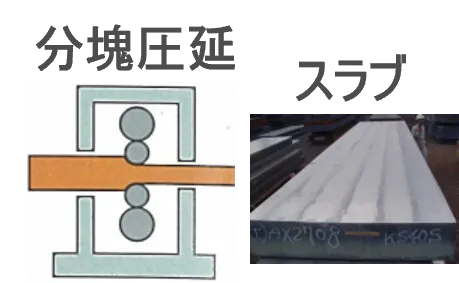
- ⑤ 圧延
チタンの再結晶温度以上の高温で圧延加工し所定の板厚にまで加工します
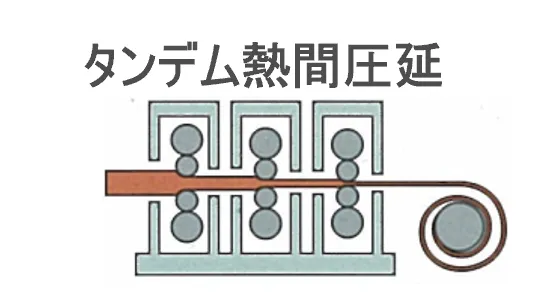
- ⑥ タンデム熱間圧延
チタンの再結晶温度以上の高温で段階的に圧延加工し所定の板厚にまで加工します
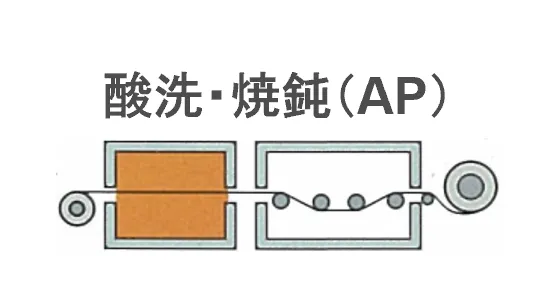
- ⑦ 酸洗・焼鈍(AP)
所定の機会特性を作り込むと同時に付着した油分等を取り除きます

- ⑧ 完成
所定の形状に加工され出荷されます
圧延・焼鈍・加工(冷延コイル)
- ⑤ 圧延
チタンの再結晶温度以上の高温で圧延加工し所定の板厚にまで加工します
- ⑥ タンデム熱間圧延
チタンの再結晶温度以上の高温で段階的に圧延加工し所定の板厚にまで加工します
- ⑦ 酸洗・焼鈍(AP)
所定の機会特性を作り込むと同時に付着した油分等を取り除きます
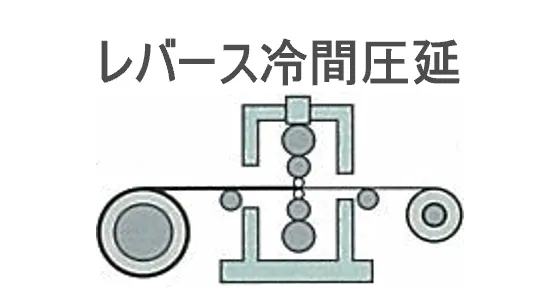
- ⑧ レバース冷間圧延
常温の材料のまま圧延加工します
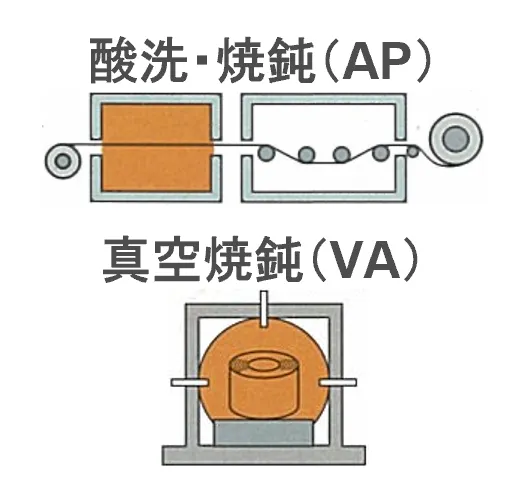
- ⑨ 酸洗・焼鈍(AP) / 真空焼鈍(VA)
連続で酸洗・焼鈍を行います
真空状態で熱処理を行います
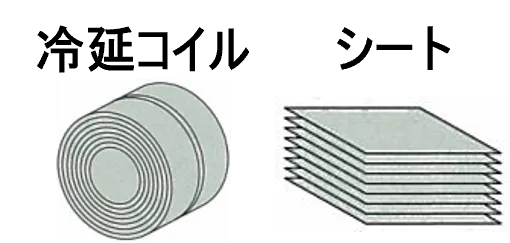
- ⑩ 完成
熱間圧延機で製造されるよりも薄く、寸法精度が求められるコイルを製造します
冷延コイルを切断し板状にします
お問い合わせ
フォームでのお問い合わせを受け付けております。まずはお気軽にご相談ください。